|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
Ghi chú bài giảng, phiếu đánh giá
Khoa học Vật liệu. Ghi chú bài giảng: ngắn gọn, quan trọng nhất
Cẩm nang / Ghi chú bài giảng, phiếu đánh giá Mục lục
KIẾN TRÚC SỐ 1. Cấu trúc của gỗ 1. Các loại cây và các bộ phận của cây Cây sinh trưởng có các bộ phận: rễ, thân, cành, lá. Hệ thống rễ của cây đóng vai trò là nơi cung cấp độ ẩm và chất dinh dưỡng từ đất qua thân, cành đến lá. Ngoài ra, rễ giữ cây thẳng đứng. Thông qua các nhánh, độ ẩm xâm nhập vào lá, trong đó diễn ra quá trình quang hợp - chuyển đổi năng lượng bức xạ của mặt trời thành năng lượng của các liên kết hóa học của các chất hữu cơ với sự hấp thụ carbon dioxide từ không khí và giải phóng oxy. Không phải ngẫu nhiên mà rừng được mệnh danh là lá phổi của hành tinh. Các sản phẩm quang hợp từ lá được truyền qua cành đến phần còn lại của cây - thân và rễ. Do đó, các nhánh hoạt động như các kênh mà qua đó quá trình trao đổi chất diễn ra giữa lá và phần còn lại của cây. Cây lá kim - thông, tuyết tùng, vân sam, thông rụng lá - có lá hẹp - lá kim và gỗ cứng - lá rộng. Theo quy định, cây rụng lá mọc chủ yếu ở vĩ độ ôn đới và phía nam, trong khi cây lá kim mọc ở phía bắc. Tùy theo loài cây và điều kiện khí hậu sinh trưởng mà cây có chiều cao và đường kính thân khác nhau. Tuy nhiên, chúng được chia thành ba loại. Loại thứ nhất gồm những cây có độ lớn thứ nhất đạt chiều cao từ 20 m trở lên. Đó là cây vân sam, cây tuyết tùng, cây thông, cây thông, cây bạch dương, cây dương, cây bồ đề, cây sồi, cây tần bì, cây phong, v.v. Ở vùng nhiệt đới và cận nhiệt đới, chiều cao của từng cây đạt tới 100 m trở lên. Loại thứ hai bao gồm những cây có độ lớn thứ hai, có chiều cao từ 10-20 m, đặc biệt là cây liễu, cây sủi, thanh lương trà, v.v. Đường kính thân cây thay đổi chủ yếu từ 6 cm đến 100 cm hoặc hơn và phụ thuộc vào loài cây, tuổi cây và điều kiện khí hậu sinh trưởng. Trong một số trường hợp, đường kính của thân cây có thể vượt quá 3 m - ở cây sồi, cây dương và một số loài khác. Gỗ được lấy bằng cách cắt thân cây sau khi loại bỏ cành. Trong trường hợp này, sản lượng gỗ bằng 90 phần trăm thể tích của thân cây trở lên. Ở giai đoạn sơ chế gỗ ban đầu, một phần ngang hoặc phần cuối của thân cây được tạo ra. Trên mặt cắt ngang, những điều sau đây được phân biệt: vỏ bao phủ thân cây từ bên ngoài và bao gồm lớp bên ngoài - lớp vỏ và lớp bên trong - lớp vỏ gỗ - một lớp mỏng không thể nhìn thấy bằng mắt giữa vỏ cây và gỗ (trong quá trình sinh trưởng của cây, các tế bào sống của lớp gỗ phân chia và do đó cây phát triển dày); dát gỗ - vùng sống của gỗ; lõi, tiếp giáp với lõi của thân cây và là vùng trung tâm chết không tham gia vào các quá trình sinh lý; lõi, nằm ở trung tâm và đại diện cho một mô lỏng lẻo có đường kính từ 2-5 mm trở lên (tùy thuộc vào loài và tuổi của cây). Trong ngành khai thác gỗ ở Nga, đối tượng khai thác chính là thân cây, cành và cành được đốt hoặc dùng làm củi. Ở Canada, Thụy Điển và Phần Lan, tất cả các bộ phận của cây đều được tái chế, do đó lượng gỗ bị mất ở đó là tối thiểu và sản lượng giấy, bìa cứng và những thứ khác là tối đa. 2. Cấu trúc vĩ mô của gỗ Với mặt cắt ngang của thân cây, bạn có thể thiết lập các tính năng vĩ mô chính: dát gỗ, tâm gỗ, lớp hàng năm, tia tuỷ, mạch, ống nhựa và sự lặp lại của tuỷ. Ở cây non của tất cả các loài, gỗ chỉ gồm dát gỗ. Sau đó, khi chúng lớn lên, các phần tử sống xung quanh lõi sẽ chết đi và các đường dẫn ẩm bị tắc nghẽn, và các chất chiết xuất dần dần tích tụ trong chúng - nhựa, tanin, thuốc nhuộm. vùng trung tâm của thân cây có màu sẫm. Những cây như vậy được gọi là âm thanh. Ở những cây khác, màu sắc của múi trung tâm và dát gỗ của thân cây giống nhau. Họ đã gọi phi cốt lõi. Cây vô sinh được chia thành hai nhóm: thân gỗ chín (cây bồ đề, cây linh sam, cây sồi, cây vân sam), trong đó độ ẩm ở phần trung tâm của thân cây thấp hơn ở phần ngoại vi, và gỗ sưa, trong đó độ ẩm như nhau trên mặt cắt ngang của thân cây (bạch dương, phong, dẻ, v.v.). Hơn nữa, khối lượng của dát gỗ giảm dần từ ngọn đến mông, cũng như sự gia tăng tuổi của cây. Tuổi của cây có thể được xác định bằng số lớp hàng năm phát triển một lớp mỗi năm. Các lớp này có thể nhìn thấy rõ ràng trên mặt cắt ngang của thân cây. Chúng là các lớp đồng tâm xung quanh lõi. Hơn nữa, mỗi vòng hàng năm bao gồm một lớp bên trong và bên ngoài. Lớp bên trong được hình thành vào mùa xuân và đầu mùa hè. Nó được gọi là gỗ sớm. Lớp ngoài được hình thành vào cuối mùa hè. Gỗ sớm có tỷ trọng thấp hơn gỗ muộn và có màu nhạt hơn. Chiều rộng của các lớp hàng năm phụ thuộc vào một số lý do: thứ nhất là do điều kiện thời tiết trong mùa sinh trưởng; thứ hai, về điều kiện phát triển của cây; thứ ba, từ con giống. Trên một mặt cắt ngang của cây, bạn có thể thấy các tia lõi kéo dài từ tâm thân cây đến vỏ cây. Trong gỗ cứng, chúng chiếm tới 15% khối lượng gỗ, trong cây lá kim - 5-6% và số lượng của chúng càng nhiều thì tính chất cơ học của gỗ càng kém. Chiều rộng của các tia lõi dao động từ 0,005 đến 1,0 mm, tùy thuộc vào loài cây. Gỗ gỗ mềm khác với gỗ cứng ở chỗ nó chứa các tế bào sản xuất và lưu trữ nhựa. Các tế bào này được nhóm thành các ống nhựa ngang và dọc. Chiều dài của các đoạn dọc dao động từ 10-80 cm với đường kính khoảng 0,1 mm và các đoạn nhựa ngang mỏng hơn, nhưng có rất nhiều - lên tới 300 mảnh trên 1 cm 2. Gỗ cứng có các mạch dưới dạng một hệ thống các tế bào để chuyển nước và các chất khoáng hòa tan trong nó từ rễ đến lá. Vòi có dạng ống dài trung bình 10 cm và đường kính 0,02-0,5 mm, ở một số loài cây chúng tập trung ở vùng đầu của tầng hàng năm. Chúng được gọi là hình khuyên. Ở các cây thuộc các loài khác, các mạch phân bố trên tất cả các lớp hàng năm. Những cây này được gọi là mạch khuếch tán. 3. Cấu trúc hiển vi của gỗ cây lá kim và gỗ cứng Gỗ lá kim có cấu trúc vi mô nhất định, có thể được thiết lập bằng kính hiển vi, cũng như các phương pháp nghiên cứu hóa học và vật lý. Gỗ lá kim khác với gỗ cứng ở cấu trúc tương đối đều đặn và đơn giản. Cấu trúc của gỗ lá kim bao gồm cái gọi là khí quản sớm và muộn. Như đã được nghiên cứu thành lập, các khí quản ban đầu có chức năng như chất dẫn nước với các khoáng chất hòa tan trong đó, có nguồn gốc từ rễ cây. Tracheids ở dạng sợi dài mạnh với các đầu xiên. Các nghiên cứu đã chỉ ra rằng trong một cây đang phát triển, chỉ lớp hàng năm cuối cùng chứa khí quản sống và phần còn lại là các phần tử chết. Kết quả của cuộc nghiên cứu, người ta đã tiết lộ rằng các tia lõi được hình thành bởi các tế bào nhu mô, cùng với đó các chất dinh dưỡng dự trữ và dung dịch của chúng di chuyển khắp thân cây. Các tế bào nhu mô giống nhau tham gia vào việc hình thành các ống dẫn nhựa dọc và ngang. Các kênh nhựa dọc trong gỗ lá kim, được tìm thấy ở vùng muộn của lớp hàng năm, được hình thành bởi ba lớp tế bào sống và chết. Các ống dẫn nhựa nằm ngang được tìm thấy trong các tia tủy. Theo kết quả nghiên cứu của Giáo sư V. E. Vikhrov, gỗ thông có cấu tạo siêu nhỏ như sau: 1) mặt cắt ngang; 2) đường rạch xuyên tâm; 3) cắt tiếp tuyến.  Cơm. 1. Các mặt cắt của thân cây: P - ngang, R - xuyên tâm, T - tiếp tuyến Theo nghiên cứu, cấu trúc vi mô của gỗ cứng so với gỗ lá kim có cấu trúc phức tạp hơn. Trong gỗ cứng, các khí quản có mạch và sợi đóng vai trò là chất dẫn nước với các khoáng chất hòa tan trong đó. Chức năng tương tự cũng được thực hiện bởi các tàu gỗ khác. Chức năng cơ học được thực hiện bởi các sợi libriform và các khí quản dạng sợi. Các mạch này có dạng ống dài thẳng đứng, gồm các ô riêng lẻ có khoang rộng và thành mỏng, các mạch này chiếm từ 12 đến 55% tổng khối lượng gỗ cứng. Phần lớn nhất của khối lượng gỗ cứng được tạo thành từ các sợi libriform làm vải cơ khí chính. Sợi libriform là những tế bào dài với đầu nhọn, các khoang hẹp và các bức tường chắc chắn với các lỗ giống như khe. Các khí quản dạng sợi, giống như sợi libriform, có thành dày và các hốc nhỏ. Ngoài ra, người ta nhận thấy rằng các tia lõi của gỗ rụng lá hợp nhất phần chính của tế bào nhu mô, và thể tích của các tia này có thể đạt 28-32% (con số này áp dụng cho gỗ sồi). 4. Thành phần hóa học của gỗ Thành phần hóa học của gỗ phụ thuộc một phần vào tình trạng của nó. Gỗ của cây mới chặt chứa rất nhiều nước. Nhưng ở trạng thái khô hoàn toàn, gỗ gồm các chất hữu cơ, còn phần vô cơ chỉ từ 0,2 - 1,7%. Trong quá trình đốt cháy gỗ, phần vô cơ còn lại ở dạng tro, chứa kali, natri, magiê, canxi và một lượng nhỏ phốt pho và các nguyên tố khác. Phần hữu cơ của gỗ của tất cả các loài có thành phần nguyên tố gần giống nhau. Gỗ khô hoàn toàn chứa trung bình 49-50% carbon, 43-44% oxy, khoảng 6% hydro và 0,1-0,3% nitơ. Lignin, cellulose, hemiaellulose, các chất khai thác - nhựa, kẹo cao su, chất béo, tanin, pectin và các chất khác - tạo thành phần hữu cơ của gỗ. Hemicellulose chứa pentosan và genxosan. Các loài lá kim có nhiều cellulose trong phần hữu cơ hơn, trong khi các loài rụng lá có nhiều pentosan hơn. Cellulose là thành phần chính của thành tế bào thực vật, đồng thời nó cũng cung cấp độ bền cơ học và độ đàn hồi của mô thực vật. Là một hợp chất hóa học, cellulose là một rượu đa chức. Khi cellulose được xử lý bằng axit, nó bị thủy phân với sự hình thành ete và este, được sử dụng để sản xuất màng, vecni, nhựa, v.v. Ngoài ra, trong quá trình thủy phân cellulose, đường được hình thành, từ đó thu được rượu etylic bằng quá trình lên men. Cellulose gỗ là nguyên liệu thô có giá trị để sản xuất giấy Một thành phần khác của phần hữu cơ của gỗ - hemi-cellulose - là một polysacarit của thực vật bậc cao, là một phần của thành tế bào. Trong quá trình xử lý cellulose thu được lignin - một chất cao phân tử vô định hình có màu vàng nâu. Lượng lignin lớn nhất - lên tới 50% - được hình thành trong quá trình chế biến gỗ lá kim và sản lượng của nó từ gỗ cứng là 20-30%. Các sản phẩm rất có giá trị thu được trong quá trình nhiệt phân gỗ - chưng cất khô không có không khí ở nhiệt độ lên tới 550 ° C - các sản phẩm than, chất lỏng và khí. Than được sử dụng trong luyện kim loại màu, sản xuất điện cực, y học, làm chất hấp thụ để xử lý nước thải, chất thải công nghiệp và cho các mục đích khác. Các sản phẩm có giá trị như chất chống oxy hóa xăng, chất khử trùng - creosote, phenol để sản xuất nhựa, v.v., được lấy từ chất lỏng. Trong phần hữu cơ của gỗ lá kim có nhựa chứa tecpen và axit nhựa. Terpen là nguyên liệu chính để sản xuất nhựa thông. Nhựa do cây tùng bách tiết ra dùng làm nguyên liệu để sản xuất nhựa thông. Trong quá trình chế biến gỗ, các chất khai thác thu được, bao gồm cả tanin, được sử dụng để xử lý da - thuộc da. Phần chính của tanin là tanin - dẫn xuất của phenol đa chức, khi chế biến sẽ tương tác với các chất protein của chúng và tạo thành các hợp chất không tan. Kết quả là, da có được độ đàn hồi, khả năng chống mục nát và không bị trương nở trong nước. LECTURE số 2. Các dạng khuyết tật của gỗ 1. Núm, vết nứt Lỗi gỗ - đây là những sai lệch so với quy chuẩn trong cấu trúc của thân cây, tất cả các vi phạm về tình trạng vật lý. Các khuyết tật bao gồm: gút, nứt, khuyết tật về hình dạng của thân cây, cấu trúc gỗ, vết hóa chất, nhiễm nấm, hư hỏng sinh học và cơ học, khuyết tật gia công và cong vênh. Phó bản phổ biến nhất là thắt nút - phần gốc của các cành có trong phần gỗ của thân cây. Khi cắt gỗ, các nút có hình dạng và kiểu khác nhau được tiết lộ trên bề mặt của nó. Theo hình dạng của vết cắt trên bề mặt gỗ, bạn có thể thấy các nút hình tròn, hình bầu dục và hình thuôn dài, và theo mức độ phát triển xen kẽ với gỗ, chúng cũng được chia thành các nút xen kẽ, xen kẽ một phần và không liên kết hoặc rơi ra ngoài. Khi cắt gỗ thành ván, các nút thắt có thể ở một vị trí khác - nhựa, cạnh, sườn, khâu - trong trường hợp một mặt cắt dọc của một nút thắt, một phần của nó đi đồng thời đến hai cạnh của cùng một mặt của bảng và chấm dứt - khi nút thắt ở cuối bàn cờ. Theo sự sắp xếp lẫn nhau của các nút thắt trên gỗ, chúng được chia thành rải rác - đơn độc hoặc cách xa nhau ở một khoảng cách đáng kể, xếp thành nhóm và phân nhánh. Kể từ gỗ của thân nút, chúng được chia thành: lành nhạt, lành sẫm, lành có vết nứt, thối, thối và "thuốc lá", trong đó gỗ thối bị thay thế hoàn toàn hoặc một phần bằng một khối rời có màu nâu gỉ hoặc hơi trắng. . Sự hiện diện của các khía trong gỗ dẫn đến giảm độ bền, khó gia công và dán keo, giảm chất lượng (đặc biệt là với số lượng và đường kính lớn). Các nút thắt không liền mạch và mục nát làm giảm đáng kể chất lượng của gỗ, và trong một số trường hợp, chúng làm cho gỗ không phù hợp để sản xuất các sản phẩm (ví dụ như ván). Một loại khuyết tật khác của gỗ là vết nứt, hình thành khi gỗ bị xé dọc thớ. Các vết nứt xuất hiện trên một cây đang phát triển và bị đốn hạ. Đầu tiên bao gồm metic, bong tróc và đóng băng, thứ hai - vết nứt co ngót. Các vết nứt metic xuyên qua lõi của thân cây có mức độ lớn nhất và khi gỗ khai thác khô đi, kích thước của chúng tăng lên. Trong các khoảng trống gỗ tròn, các vết nứt như vậy thường xảy ra ở các đầu, trong gỗ hoặc các bộ phận - ở các đầu và các mặt bên. Khi gỗ được phân tầng dọc theo lớp hàng năm, các vết nứt bong tróc được hình thành, và thường ở ranh giới của quá trình chuyển đổi rõ ràng từ lớp gỗ xen kẽ sang lớp gỗ lớn, và được tìm thấy ở tất cả các loài cây. Trong quá trình khô gỗ, vết nứt bong tróc tăng lên. Khi sấy gỗ dưới tác động của ứng suất bên trong, vết nứt do co ngót. Loại vết nứt này khác với các loại khác (vết nứt theo đường rãnh và vết nứt băng giá) ở chiều dài và độ sâu nhỏ hơn. Trong ván, các vết nứt có thể đi đến mặt, cạnh hoặc cuối. Theo đó, chúng được gọi là sheet, edge và end. Các vết nứt, đặc biệt là qua các vết nứt, vi phạm tính toàn vẹn của vật liệu gỗ và làm giảm độ bền cơ học của nó. 2. Khiếm khuyết về hình dạng của thân cây Quá trình chế biến gỗ của tất cả các loài thường rất phức tạp do các khuyết tật xảy ra trong hình dạng của thân cây: thuôn, noãn, đẻ ra ngoài, cong và có cuống. Thoát khỏi được thể hiện ở việc giảm đường kính của một khúc gỗ hoặc chiều rộng của một tấm ván không có cạnh, vượt quá độ chảy bình thường, tương đương với 1 cm trên 1 m chiều dài của loại. Theo quy luật, nó lớn hơn ở gỗ cứng, đặc biệt là ở những cây trồng ngoài trời và dọc theo chiều dài của thân cây - ở phần trên cùng. Loại khiếm khuyết hình dạng thân cây này làm tăng lượng chất thải khi cưa và bóc gỗ tròn và gây ra sự xuất hiện của độ nghiêng xuyên tâm của các sợi trong ván lạng. noãn hoàng Thân cây là hình elip mặt cắt ngang ở đầu mút, trong đó đường kính lớn hơn đường kính nhỏ hơn 1,5 lần trở lên. Phức tạp trong quá trình chế biến gỗ tăng trưởng dưới dạng làm dày cục bộ thân cây với nhiều hình dạng và kích thước khác nhau. sự tăng trưởng được hình thành do sự phát triển của mô dưới tác động của các chất kích thích khác nhau - nấm, nhiệt độ thấp hoặc cao, v.v., cũng như trong các vụ hỏa hoạn, hư hỏng cơ học và vì các lý do khác. 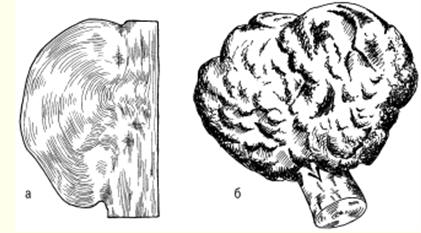 Cơm. 2. Sự phát triển: a) trơn tru, b) gập ghềnh Các mầm trơn (Hình 2a) thường xuất hiện trên các thân cây thông và cây bạch dương. Các lớp hàng năm ở những nơi mọc thường rộng hơn ở thân cây. Các cây phát triển trên đồi, hoặc các hang (Hình 2b), được hình thành chủ yếu trên các thân cây của cây bạch dương, quả óc chó, cũng như cây phong, cây alder đen, tần bì, cây sồi, cây dương, v.v. - hướng gợn sóng của các sợi và với các tạp chất tối màu ở dạng các đốm nhỏ, dấu gạch ngang và chấm. Trong các vết cắt, nắp có kết cấu đẹp, vì vậy chúng được sử dụng làm vật liệu cho hàng thủ công mỹ nghệ và sản xuất ván lạng lát. Như một khiếm khuyết của thân cây như của anh ấy độ cong, cũng gây khó khăn cho việc sử dụng gỗ tròn và tăng chất thải cưa. Độ cong của thân cây là độ lệch của trục dọc so với đường thẳng và nó có thể bằng một lần uốn cong và phức tạp - với hai hoặc nhiều lần uốn cong. Thường có một loại dị tật của thân cây, chẳng hạn như bơ, được biểu thị bằng sự gia tăng mạnh đường kính của phần đầu gỗ tròn, tức là khi đường kính của phần đầu gỗ lớn hơn 1,2 lần so với đường kính ở khoảng cách một mét từ đầu này. Khi xẻ và bóc gỗ, sự hiện diện của một khuyết tật như vậy dẫn đến tăng lượng chất thải và ngoài ra, gây ra sự nghiêng hướng tâm của các sợi trong ván lạng. Chất béo cũng làm phức tạp việc sử dụng gỗ tròn cho mục đích dự định của nó và làm phức tạp quá trình chế biến gỗ. 3. Khiếm khuyết trong cấu trúc của gỗ Khi chế biến gỗ, thường xuất hiện các khuyết tật về cấu trúc của gỗ liên kết với cấu trúc của thân cây không chính xác. Có các loại sau khuyết tật trong cấu trúc của gỗ: 1) xiên, hoặc độ dốc của các sợi, là độ lệch của các sợi so với trục dọc của thân cây; 2) cuộn - rắn hoặc cục bộ ở dạng dày lên rõ rệt của gỗ ở các lớp muộn hàng năm; 3) sự ăn cắp vặt - sự sắp xếp gợn sóng hoặc lộn xộn của các thớ gỗ (gỗ trống có khuyết tật như vậy được sử dụng trong sản xuất các sản phẩm nghệ thuật, đồ nội thất, tay cầm rìu và các đồ thủ công mỹ nghệ khác nhau); 4) cuộn tròn - độ cong cục bộ của các lớp hàng năm gần các đốt hoặc mầm (gỗ có khuyết tật như vậy được sử dụng trong sản xuất đồ nội thất và hàng thủ công mỹ nghệ); 5) túi nhựa. Chúng được tìm thấy trong gỗ cây lá kim, đặc biệt là ở vân sam, chúng là những hốc giữa các lớp hàng năm chứa đầy nhựa; 6) cao độ - một phần bằng gỗ lá kim, được tẩm nhiều nhựa thông; 7) lõi kép - hai lõi trong một mặt cắt ngang của khúc gỗ, được hình thành tại vị trí phân đôi của thân cây; 8) con trai riêng - đỉnh thứ hai còi cọc và chết, thường nằm ở góc nhọn; 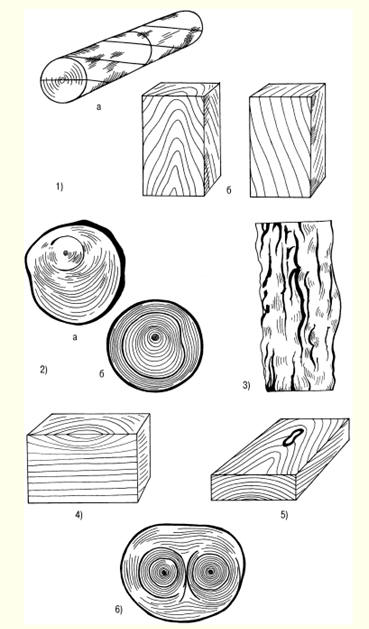
Cơm. 3. Các khuyết tật trong cấu trúc của gỗ: 1 - các loại sợi nghiêng: a - nghiêng tiếp tuyến trong gỗ tròn; b - cục bộ; 2 - cuộn: a - rắn; b - cục bộ; 3 - sợi lông ở bạch dương; 4 - cuộn tròn một bên; 5 - túi; 6 - lõi kép trong thân cây thông; 7 - con riêng; 8 - mặt khô; 9 - ung thư thông; 10 - prorost: a - mở; b - đóng cửa; 11 - lõi giả: a - làm tròn; b - sao; c - cánh 9) khô khan. Xảy ra do vỏ cây đang phát triển bị hư hại ở dạng phần thân cây bị chết; 10) prorost. Đó là một vết thương phát triển quá mức, thường chứa đầy tàn tích của vỏ cây và mô chết; 11) ung thư, là vết thương của cây gỗ và xuất hiện trên bề mặt thân cây do hoạt động của nấm và vi khuẩn ký sinh, đồng thời làm thay đổi cấu trúc của gỗ và hình dạng của thân cây; 12) lõi sai, giống với tâm gỗ thật, nhưng khác ở cấu trúc không đồng nhất và hình dạng kém đều đặn hơn, nổi bật là một vùng sẫm màu, không đều màu ở phần trung tâm của thân cây, được ngăn cách với dát gỗ bằng một đường sọc sẫm và đôi khi nhạt, xuất hiện từ tác động của nấm, sương giá nghiêm trọng, như một phản ứng với vết thương và vì các lý do khác, làm cho gỗ của lõi giả trở nên giòn hơn và kém bền hơn, và bề ngoài thường xấu hơn; 13) dát gỗ bên trong - sự hiện diện của một số lớp hàng năm trong tâm gỗ, có màu sắc và tính chất tương tự như dát gỗ, và nó có khả năng chống mục nát giảm và tăng tính thấm đối với chất lỏng; 14) tầng chứa nước - khuyết tật của gỗ ở dạng khu vực có độ ẩm cao do tác động của vi khuẩn, nấm, sự xâm nhập của nước mưa qua vết thương hoặc do đất quá bão hòa với độ ẩm. 4. Tổn thương do nấm Khi cắt gỗ, trong một số trường hợp, nấm điểm âm thanh - các vùng nhân có màu sắc bất thường, được hình thành ở những cây đang phát triển dưới tác động của nấm mốc hoặc nấm phá hủy gỗ. Trong gỗ bị đốn hạ, sự phát triển thêm của khuyết tật này sẽ dừng lại. Các đốm hình tim nấm được quan sát thấy ở các đầu dưới dạng các đốm có kích thước và hình dạng khác nhau có màu nâu, xám đỏ hoặc xám tím. Khiếm khuyết này gây ra: giảm độ bền va đập, tăng khả năng hút nước và thấm nước, giảm khả năng sinh học và hình thức bên ngoài của gỗ; về độ bền khi chịu tải trọng tĩnh, nó hầu như không thay đổi, và cấu trúc của gỗ bị ảnh hưởng được giữ nguyên. Khi bảo quản gỗ trên dát gỗ thô, nấm mốc thường xuất hiện - sợi nấm và nấm mốc bám trên bề mặt gỗ dưới dạng các đốm riêng lẻ hoặc một lớp phủ liên tục, đồng thời làm gỗ bị ố màu. Nấm mốc không ảnh hưởng đến tính chất cơ học nhưng làm xấu đi hình dáng của gỗ, sau khi sấy khô dễ bị loại bỏ, để lại những vết bẩn và màu. Trong gỗ bị đốn hạ, thường hình thành vết nấm gỗ sưa - các vùng dác gỗ có màu bất thường dưới ảnh hưởng của các loại nấm phá hoại gỗ nhưng không gây mục nát. Các vết nấm trên gỗ dác không ảnh hưởng đến các tính chất cơ học của gỗ, nhưng làm xấu đi vẻ ngoài của nó và tăng khả năng chống nước. Theo màu sắc, màu xanh lam được phân biệt - ở dạng dát gỗ màu xám với các sắc thái hơi xanh hoặc xanh lục và các đốm dát gỗ có màu - ở dạng dát gỗ màu cam, vàng, hồng và nâu. Nấm làm ố dát gỗ có thể tấn công chất kết dính và sơn. Trong gỗ bị đốn hạ trong quá trình bảo quản vào mùa ấm, do sự phát triển của các quá trình sinh hóa có hoặc không có sự tham gia của nấm, các khuyết tật phát sinh như hóa nâu. Màu nâu của gỗ thể hiện dưới dạng các vùng có màu bất thường của gỗ cứng màu nâu với nhiều sắc thái khác nhau. Màu nâu được quan sát thấy ở các đầu dưới dạng các đốm có kích thước và hình dạng khác nhau, và ở các mặt bên - ở dạng các đốm dài, sọc hoặc tổn thương liên tục đối với dác gỗ, trong khi bề ngoài của gỗ xấu đi và độ bền và độ cứng giảm nhẹ. Để gỗ không bị hóa nâu, người ta tiến hành hấp gỗ. Thiệt hại lớn cho gỗ thúi, hình thành dưới tác động của nấm. Thối được phân biệt bởi màu sắc và cấu trúc của tổn thương - sàng loang lổ, xơ trắng; và cũng theo loại - gỗ dác, âm thanh và mục nát bên ngoài. Gỗ mục nát là nguồn lây nhiễm nấm cho các công trình kiến trúc bằng gỗ khác nhau. Thúi phát triển dần dần và có ba giai đoạn: lúc đầu chỉ thay đổi màu sắc của gỗ; thứ hai, gỗ thay đổi một phần cấu trúc và độ cứng của nó dưới tác động của sự thối rữa; đến phần gỗ thứ ba mất hoàn toàn độ bền và độ cứng, tùy thuộc vào giai đoạn phát triển của bệnh thối và kích thước của thiệt hại, chất lượng của gỗ có thể bị giảm đáng kể. 5. Vết bẩn hóa học, hư hỏng sinh học và hiện tượng cong vênh Trong quá trình chế biến gỗ thường gặp hiện tượng như màu gỗ hóa học - những vùng gỗ có màu bất thường do quá trình hóa học và sinh hóa tạo ra. Trong hầu hết các trường hợp, nó liên quan đến quá trình oxy hóa tanin. Thông thường, các khu vực như vậy nằm trong các lớp bề mặt của gỗ - ở độ sâu 1-5 mm. Như thực tiễn chế biến gỗ cho thấy, chất tạo màu hóa học chỉ thay đổi màu sắc và độ bóng của nó, trong khi các đặc tính khác của gỗ không thay đổi. Với màu sắc tự nhiên đậm đặc, vẻ ngoài của gỗ sẽ xấu đi, nhưng khi nó khô đi, màu hóa học sẽ mất dần. Trong trường hợp vi phạm công nghệ bảo quản gỗ mới cắt, gỗ được tiếp xúc với thiệt hại sinh học ở dạng lỗ sâu - lối đi và lỗ do côn trùng và ấu trùng của chúng tạo ra trên gỗ (bọ cánh cứng, bướm, mối, v.v.). Điều kiện tối ưu cho sự sống của những loài côn trùng này là nhiệt độ + 18-20 ° C và độ ẩm tương đối 60-80%. Các lỗ mọt khác nhau về độ sâu xâm nhập: nông (sâu không quá 3 mm), nông (không quá 5 mm đối với gỗ tròn và không quá 5 mm đối với gỗ xẻ) và sâu. Đồng thời, chúng có thể không xuyên suốt và xuyên suốt, tức là đối diện với hai mặt đối diện của bàn cờ. Các lỗ sâu trên bề mặt không ảnh hưởng đến tính chất cơ học của gỗ, còn các lỗ sâu và nông sẽ xâm phạm đến tính toàn vẹn của gỗ và làm giảm cơ tính. Trong quá trình bảo quản lâu dài với sự vi phạm công nghệ, cái gọi là lỗ sâu thối có thể hình thành trong gỗ, do sâu bọ gây ra và cũng có thể phát triển trên gỗ khô - đồ nội thất và máy mài nhà, đồ gỗ, mối mọt. Trong trường hợp này, số lượng khe sâu lớn, gỗ bên trong biến thành khối thối với hàm lượng bột khoan cao. Khi làm khô hoặc làm ẩm, cũng như trong quá trình xử lý cơ học, do sự co ngót không đẳng hướng - trương nở và ứng suất bên trong gỗ - hiện tượng này thường được quan sát thấy như làm cong dưới hình thức thay đổi hình dạng của phân loại. Độ cong vênh của gỗ xẻ có thể có nhiều dạng khác nhau: dọc dọc theo mặt, phức tạp, dọc dọc theo mép, ngang, và cũng có thể như cánh (có cánh) (Hình 4). Bản chất của sự cong vênh phụ thuộc vào việc cưa nó ra khỏi một khúc gỗ. Cong vênh làm giảm chất lượng của gỗ và các sản phẩm gỗ, làm phức tạp quá trình xử lý và cắt, tăng lượng chất thải và nói chung là gây khó khăn cho việc sử dụng gỗ.  Cơm. 4. Các loại cong vênh: a - mặt ngang; b - dọc theo mặt; c - có cánh Hiện tượng cong vênh thường được quan sát thấy nhiều nhất trong gỗ thu được bằng cách chế biến bạch dương. 6. Các tạp chất bên ngoài, hư hỏng cơ học và các khuyết tật trong quá trình gia công Trong một số trường hợp, trong quá trình chế biến gỗ, các tạp chất lạ được tìm thấy ở dạng dị vật không có nguồn gốc từ gỗ - đinh, dây điện, mảnh kim loại hoặc đá. Dấu hiệu bên ngoài của một khiếm khuyết như vậy có thể là sưng cục bộ và nếp gấp của vỏ cây trong gỗ, vết lõm, lỗ thủng. Những tạp chất như vậy làm phức tạp quá trình xử lý cơ học của gỗ và thường gây hư hỏng cho dụng cụ cắt - dao phay, máy cưa đĩa, v.v. Các hư hỏng và khuyết tật cơ học trong quá trình gia công có thể có bản chất khác nhau và nguồn gốc khác nhau. Đôi khi có gỗ cháy. Gỗ bị cháy do lửa làm hư hại, đồng thời thay đổi hình dạng, gây khó sử dụng và làm hao hụt gỗ. Carra - Đây là hư hại cho thân cây trong quá trình khai thác, gây ra nhựa hóa gỗ. Obzol là phần mặt bên của khúc gỗ đã được bảo quản trên bảng hoặc một phần có viền, dẫn đến giảm chiều rộng thực của bảng và gây khó khăn khi sử dụng. Khi xử lý gỗ bằng dụng cụ cắt, rủi ro trên bề mặt của nó sự mạnh mẽ - vết cắt không phẳng hoặc không đều ở dạng cao và lõm hình vòm do quá trình phay gỗ hình trụ. Xử lý gỗ kém chất lượng dẫn đến sự xuất hiện của lông bề mặt dưới dạng các sợi và rêu được phân tách không hoàn toàn - sự hiện diện của các bó sợi và các mảnh gỗ nhỏ được phân tách không hoàn toàn. Zarub - Làm hỏng cục bộ bề mặt gỗ bằng rìu. Gash - hư hỏng cục bộ bề mặt gỗ do dụng cụ cắt (cưa). Trong quá trình khai thác và chế biến gỗ, có vảy - Các vết nứt bên kéo dài từ phần cuối của gỗ tròn. Trong công việc tương tự, nó thường thu được bùng phát - các hốc có bề mặt không bằng phẳng do gỗ bị loại bỏ cục bộ khi tiếp xúc với các công cụ hoặc cơ cấu. Khi xử lý gỗ bằng một công cụ cắt chống lại các sợi, người ta thường quan sát thấy các chuôi cơ học khác nhau, chúng để lại vết lõm - những chỗ lõm trên bề mặt hình thành do sự nghiền nát cục bộ của gỗ, cũng như đầu - hư hỏng bề mặt ở dạng lõm dài hẹp. Kết quả là, các vết lõm của lưỡi cắt của dụng cụ được hình thành con sò - các khu vực của bề mặt chưa được xử lý ở dạng một dải hẹp nhô ra trên bề mặt đã được xử lý. Khi chà nhám bề mặt gỗ, đôi khi có một khuyết tật như mài - loại bỏ một phần gỗ dưới mức bề mặt đã xử lý. Với sự gia tăng ma sát của các dụng cụ cắt trong quá trình chế biến gỗ, các khuyết tật như vậy thường xảy ra như đốt gỗ ở dạng vùng tối của bề mặt được xử lý. Các khuyết tật trên của gỗ làm giảm chất lượng gia công, ảnh hưởng đến việc dán, hoàn thiện và dán veneer của vật liệu hoặc toàn bộ sản phẩm, trong một số trường hợp làm xấu hình thức bên ngoài và vi phạm tính nguyên vẹn của gỗ, làm giảm độ bền cơ học và khó sử dụng. KIẾN TRÚC SỐ 3. Các loài cây 1. Chìa khóa về các loài cây Căn cứ vào “Sổ tay của gỗ” A. M. Borovikova и B. N. Ugoleva yếu tố quyết định của giống được thực hiện. 1. Các nhóm loài cây: 1) các lớp hàng năm có thể nhìn thấy rõ ràng trên tất cả các vết cắt của gỗ. Các tia lõi không nhìn thấy được. Không có tàu nào. Gỗ của một số loài có các đoạn nhựa (cây lá kim); 2) các lớp hàng năm có thể nhìn thấy rõ ràng do sự khác biệt về cấu trúc của gỗ sớm và gỗ muộn. Ở vùng đầu của các lớp hàng năm, các mạch lớn tạo thành một vòng lỗ liên tục, có thể nhìn thấy rõ bằng mắt thường. Khu vực muộn của các lớp hàng năm có cấu trúc dày đặc, chỉ có các mạch nhỏ. Các mạch nhỏ và các tế bào nhu mô tạo thành một mô hình ở dạng sọc xuyên tâm, các đường lượn sóng chạy dọc theo biên giới của các lớp hàng năm, các dấu gạch ngang hoặc chấm riêng lẻ. Hầu hết các giống đều có tia tủy; 3) ở hầu hết các giống, các lớp hàng năm rất khó nhìn thấy. Các mạch ở mặt cắt ngang hoàn toàn không nhìn thấy bằng mắt thường, hoặc nếu có nhìn thấy thì cũng không tạo thành vòng liên tục mà rải rác đều khắp tầng hàng năm, vùng muộn của tầng hàng năm không có hoa văn. Ở một số giống, tia lõi có thể nhìn thấy - mạch gỗ cứng rải rác; 2. Các loài cây: 1) cây lá kim: a) Các kênh nhựa khá lớn và nhiều. Các lớp hàng năm có thể nhìn thấy rõ ràng trong tất cả các phần. Phần lõi có màu từ hồng đến nâu đỏ. Dát gỗ rộng, có màu từ vàng nhạt đến hồng nhạt (thông Scotch). Hơn nữa, tương tự đối với các loài cây lá kim còn lại; 2) gỗ cứng hình khuyên: a) các tia tủy rộng và có thể nhìn thấy rõ trên tất cả các vết cắt. Gỗ lõi có màu nâu sẫm hoặc nâu vàng. Dát gỗ hẹp, màu vàng nhạt. Các lớp hàng năm có thể nhìn thấy rõ ràng trên tất cả các phần. Trên một mặt cắt ngang của gỗ muộn, có thể nhìn thấy các dải mạch nhỏ giống như ngọn lửa xuyên tâm. Gỗ chắc chắn. Hơn nữa, tương tự đối với các giống chó khác; 3) gỗ cứng có mạch rải rác: a) các lớp hàng năm có thể nhìn thấy kém trong tất cả các phần. Gỗ có màu trắng pha chút vàng hoặc hơi hồng. Trên mặt cắt xuyên tâm, các tia lõi có thể nhìn thấy dưới dạng các đốm đen sáng bóng ngắn hẹp. Thường có những phần lặp lại lõi trông giống như các chấm hoặc dấu gạch ngang có màu nâu đỏ. Gỗ khá cứng và nặng (bạch dương); b) gỗ màu trắng pha chút hồng. Các lớp hàng năm hầu như không nhìn thấy. Gỗ nhẹ, mềm (cây bằng lăng ít lá); c) chiều cao của các tia tủy trong phần xuyên tâm là khoảng 0,5 mm. Các lớp hàng năm không hiển thị rõ ràng trên tất cả các phần, nhưng tốt nhất là trên phần nằm ngang. Các tia lõi trong phần xuyên tâm tạo nên gợn sóng đặc trưng và độ sáng mạnh. Gỗ màu trắng pha chút vàng hoặc hơi hồng, cứng, nặng (Nuclear maple); d) không có hạt nhân. Gỗ có màu trắng với một chút màu xanh lục. Đôi khi có một khiếm khuyết - lõi giả có màu nâu. Các lớp hàng năm có thể nhìn thấy trên tất cả các phần. Có sự lặp lại cốt lõi ở dạng sọc vàng. Gỗ nhẹ và mềm (aspen). Sử dụng hướng dẫn về loài cây, bạn có thể xác định loại gỗ. 2. Các loài cây lá kim chính Các loài cây lá kim bao gồm vân sam, thông, đường tùng, linh sam, tuyết tùng, thủy tùng và bách xù, nhưng nó phát triển ở dạng cây bụi. Vân sam - giống không hạt nhân, gỗ của nó có màu trắng với một chút màu vàng hoặc hồng nhạt. Nó có các đoạn nhựa, nhưng nhựa thấp. Về độ bền, mật độ và khả năng chống mục nát thì kém hơn một chút so với gỗ thông. Các lớp hàng năm có thể nhìn thấy rõ ràng, phổ biến nhất là hai loại vân sam - thông thường và Siberian. Cái đầu tiên mọc ở phần châu Âu của Nga, cái thứ hai - từ Urals đến Primorye. Spruce là nguyên liệu chính để sản xuất bột giấy. Tính đồng nhất của cấu trúc và khả năng cộng hưởng khiến nó không thể thiếu trong sản xuất nhạc cụ. Từ vỏ cây vân sam thu được tanin cho ngành công nghiệp thuộc da. Pine-tree - âm thanh rock với các đoạn nhựa. Nó có tâm gỗ hơi hồng, theo thời gian trở nên nâu đỏ và dát gỗ rộng màu trắng vàng. Các lớp hàng năm có thể nhìn thấy rõ ràng trên tất cả các mặt cắt với sự chuyển đổi rõ nét từ sớm, sáng đến muộn, tối. Thông có mật độ trung bình, đủ độ bền cao và khả năng chống mục nát, và được xử lý tốt. Gỗ thông được sử dụng trong xây dựng, sản xuất các bộ phận xây dựng và đồ nội thất, cũng như để sản xuất các bộ phận khác nhau được sử dụng trong vận tải đường sắt (trong toa chở khách và hàng hóa), để buộc trong các công việc hầm mỏ, v.v. Ngoài ra, gỗ thông cũng được được sử dụng làm nguyên liệu thô để lấy xenlulo, ván dăm và ván sợi, men làm thức ăn gia súc; nhựa được chiết xuất từ nó, và các chất có hoạt tính sinh học được lấy từ kim. Cây sồi ở Nga, nó chiếm hơn một nửa diện tích rừng lá kim, dẫn đến việc sử dụng rộng rãi trong xây dựng, sản xuất đồ nội thất, bột giấy và giấy và công nghiệp thủy phân, v.v. Tâm gỗ màu nâu đỏ, dát gỗ màu trắng hoặc hơi ngả vàng. Các vòng hàng năm có thể nhìn thấy rõ ràng, với ranh giới rõ ràng giữa gỗ sớm và gỗ muộn. Đường tùng hơi thắt nút, có mật độ và độ bền cao, có khả năng chống mục nát Ở Siberia, những ngôi nhà riêng được xây dựng bằng những khúc gỗ thông rụng lá (làm cabin bằng gỗ), tồn tại trong nhiều năm. Củ cải - nhẹ và mềm nhất trong các loài cây lá kim. Nó chủ yếu phát triển ở phía đông bắc của phần châu Âu của Nga và từ Urals đến Viễn Đông, cũng như ở Caucasus. Theo nhiều cách, nó trông giống như vân sam, nhưng không có các đoạn nhựa. Cedar chiếm diện tích lớn ở Nga, đặc biệt là ở Siberia. Tuổi thọ lên tới 800 năm, cao tới 30 m, đường kính thân lên tới 2 m, gỗ tuyết tùng nhẹ, mềm, vân và màu sắc đẹp; có lõi màu hồng nâu, dát gỗ màu trắng hồng; dễ chế biến, chống sâu răng; sử dụng rộng rãi trong xây dựng. Hạt thông là nguồn chính của dầu tuyết tùng, nhựa thông, dầu thơm. Juniper mọc ở dạng cây bụi, đá âm dày đặc màu nâu với dát gỗ hẹp. Do kích thước nhỏ, nó được sử dụng với số lượng nhỏ để sản xuất các sản phẩm tiện và chạm khắc nhỏ. 3. Các loại gỗ cứng cơ bản Bạch dương phổ biến trong các khu rừng của Nga hơn các loài khác. Cây phong - Gỗ không lõi có mạch rải rác, có màu hơi vàng. Các lớp hàng năm có thể nhìn thấy kém. Các tia lõi chỉ có thể nhìn thấy trên các vết cắt xuyên tâm (tách). Bạch dương có đặc điểm độ bền tương đối cao, nhưng khả năng chống phân hủy thấp; co lại nhiều khi khô. Oak-tree - một loại đá mạch rất có giá trị với tâm gỗ màu nâu sẫm và nâu vàng và dát gỗ hẹp màu trắng vàng. Trên mặt cắt ngang ở vùng đầu của lớp hàng năm, có thể nhìn thấy các mạch lớn và ở vùng tối muộn - các tia tủy giống như ngọn lửa hướng tâm. Gỗ sồi dày đặc, bền, chống mục nát, có kết cấu đẹp; uốn cong tốt và có thể được gia công. Do sự thiếu hụt của loại gỗ này, nó được sử dụng ở dạng ván mỏng, cũng như ở dạng các bộ phận lớn. Ngoài đồ nội thất, sàn gỗ, thùng đựng rượu, bia, các bộ phận thiết bị trong cơ khí chế tạo… đều được làm từ gỗ sồi… Gỗ sồi bog có màu xám đen gần như đen nên được đánh giá cao trong sản xuất đồ nội thất. Từ vỏ và gỗ sồi thu được các chất chiết xuất thuộc da, được sử dụng để làm đồ da, lông thú, v.v. Ash-tree - đá âm mạch vòng có dát gỗ màu vàng hoặc hồng và tâm gỗ màu nâu nhạt. Các lớp hàng năm hiện rõ, không nhìn thấy các tia lõi. Nó giống gỗ sồi về màu sắc và cấu trúc, nhưng nhẹ hơn một chút; được sử dụng trong nền kinh tế của đất nước. Nó được phân biệt chủ yếu bởi độ bền va đập cao, uốn cong tốt, không tạo vảy, do đó nó được sử dụng trong sản xuất thiết bị thể thao: vợt tennis, gậy khúc côn cầu. Cây phong - mạch không nhân giống rải rác. Nó có gỗ màu trắng với tông màu hơi đỏ hoặc hơi nâu, có thể nhìn thấy rõ các lớp hàng năm trên tất cả các mặt cắt và trên các tia xuyên tâm - và lõi, tạo ra gợn sóng đặc trưng. Maple được sử dụng trong sản xuất đồ nội thất và sản xuất hộp đựng nhạc cụ, nhưng được sử dụng hạn chế do trữ lượng nhỏ trong các khu rừng ở Nga. Cây vôi - Giống có mạch phân tán, không nhân. Gỗ màu trắng pha chút hồng nhạt, hàng năm hầu như không thấy rõ các lớp, cấu trúc đồng nhất, mềm, ít nứt nẻ trong quá trình sấy và chế biến, hầu như không cong vênh nên là vật liệu dùng để chạm khắc rất tốt. Trái phỉ - một loài rất có giá trị, có mạch lan tỏa với gỗ màu xám nâu không đều màu, các lớp hàng năm nhìn thấy yếu trên các vết cắt, nhưng có thể nhìn thấy các mạch lớn. Do những phẩm chất này, gỗ óc chó được sử dụng để làm ván mỏng và sản xuất đồ nội thất có tính nghệ thuật cao, các chi tiết khác nhau để tạo ra nội thất nguyên bản. Cây dương - Giống phát triển nhanh có mạch âm rải rác, có dát gỗ rộng màu trắng. Các lớp hàng năm rộng, nhưng không dễ thấy. Gỗ mềm, không bền để mục nát, được sử dụng trong sản xuất xenlulo và các sản phẩm gia dụng khác nhau. Trữ lượng cây dương trong các khu rừng ở Nga rất ít nên việc sử dụng nó bị hạn chế. 4. Giống hạn chế sử dụng Trong một thời gian dài, ở vùng thảo nguyên của Nga, ở các vùng nông thôn, để sản xuất đồ nội thất đơn giản (ghế, ghế đẩu, cũi), cũng như các đồ thủ công khác nhau (ghim lăn, tay đẩy, bơ sữa, v.v.), các loài cây như vậy. như anh đào, lê, cây táo, cây keo, cây phỉ, cây tro núi, ... Với sự phát triển của nền kinh tế thị trường ở Nga, các ngành nghệ thuật và thủ công đã trở nên sôi động hơn, trong đó các thợ thủ công trong việc sản xuất đồ lưu niệm, đồ chơi, đồ dùng gia đình và nội thất trẻ em (cũi, ghế cao,…) thường sử dụng các giống gỗ trên. từ gỗ anh đào có độ bền cao kết hợp với màu sọc nguyên bản và màu vàng nâu, đồ nội thất được làm bằng giả các loài có giá trị (gỗ gụ) và ván gỗ. Hiện nay, nó được sử dụng chủ yếu để sản xuất các đồ lưu niệm và đồ thủ công gia dụng khác nhau. Cherry thuộc giống cây âm thanh, loại cây này phát triển nhanh và có thể cao tới 6 m (giống Vladimirka-rastunya), đường kính thân đạt 20-30 cm. gỗ lê cũng có một số đặc tính có giá trị - sức mạnh, màu sắc đẹp từ vàng hồng đến nâu đỏ, và các tia lõi và các lớp hàng năm hầu như không được chú ý. Lê là một giống không có hạt nhân, dễ chế biến, từ lâu đã được các nghệ nhân dân gian sử dụng để sản xuất đồ nội thất, cũng như các trường hợp nhạc cụ, đồ thủ công gia đình và đồ lưu niệm. Ở các vùng nông thôn, thợ thủ công Nga từ lâu đã sử dụng gỗ phỉ (hazel) để sản xuất vòng, hộp, kệ bằng gỗ, gần giống với gỗ bạch dương về tính chất cơ lý và cũng có màu trắng với ánh sáng mờ. Cây phỉ (cây phỉ) dùng để chỉ một loài không nhân thuộc giống cây bụi. Gỗ có nhiều đặc tính quý giá. tro núi - chịu lực cao, chống cháy, chống va đập. Một ưu điểm khác là nó bao gồm một dát gỗ rộng với màu trắng đỏ đẹp mắt và các lớp hàng năm nổi bật. Những người thợ thủ công từ lâu đã sử dụng loại gỗ này để làm tay cầm búa, cán rìu, vồ, đồ nội thất đơn giản (ghế đẩu, ghế, kệ, ghế dài), đồ chạm khắc (lan can, cọc tiêu), v.v. gỗ cây táo Những người thợ thủ công của Nga từ lâu đã được dùng để làm các đồ dùng gia đình, trang trí nội thất, và còn làm tráp, đồ lưu niệm, hộp đựng nhạc cụ, ... Loại gỗ này có màu nguyên bản từ vàng hồng đến nâu đỏ, và các lớp hàng năm. và các tia lõi hầu như không thể nhận thấy. Cây táo thuộc giống mạch khuếch tán âm thanh. 5. Giống ngoại lai Các loài cây mọc ở các nước có khí hậu nhiệt đới hoặc cận nhiệt đới được xếp vào nhóm các loài ngoại lai hạn chế sử dụng. Trở lại thế kỷ XNUMX Bắt đầu nhập khẩu sang Nga, đến St.Petersburg những khoảng trống của những loài này để sản xuất đồ nội thất dành cho trang thiết bị của các cung điện hoàng gia, và sau đó là các ngôi nhà của giới quý tộc trong triều đình. Gỗ Mahogany được sử dụng rộng rãi nhất cho những mục đích này. Dần dần, ở nhiều thành phố lớn của Nga, giới nhà giàu thường đặt mua đồ nội thất bằng gỗ gụ cho ngôi nhà của họ, do những người thợ đóng tủ hạng nhất làm. Trong số gỗ này, nổi tiếng nhất là loài gỗ gụ, mọc ở Châu Phi. Úc, cũng như ở Trung và Nam Mỹ. Gỗ của loại gỗ gụ này có sự kết hợp màu sắc rất đẹp - từ màu trắng (dát gỗ hẹp) đến nâu đỏ hoặc nâu đỏ (lõi). Gỗ được sử dụng với số lượng nhỏ ở Nga gỗ mun. Dưới tên gọi này, các loại trống từ các loài khác nhau, có gỗ màu đen, được nhập khẩu từ nước ngoài. Thông thường, gỗ mun (đen) được nhập khẩu, là loại gỗ có tâm, có dát gỗ hẹp màu trắng và tâm gỗ màu đen bóng, và trong tất cả các loại vết cắt hàng năm không nhìn thấy các lớp và tia lõi. Gỗ mun được sử dụng để sản xuất đồ mỹ nghệ và các sản phẩm trang trí, phím đàn piano, để khảm khi trang trí nội thất, và cả các nhạc cụ bằng gỗ cũng được làm từ nó. Cây mun (đen) mọc ở Ấn Độ, Châu Phi và Tích Lan (ở Sri Lanka). Mật độ khô của gỗ mun là 1000 kg / m 3, tức là, nhiều hơn tỷ trọng của nước. Gỗ cẩm lai. Trong thương mại quốc tế, tên này kết hợp các loài cây khác nhau với gỗ có màu sắc và cấu trúc tương tự nhau, mọc ở vùng nhiệt đới. Gỗ của những cây như vậy là tâm gỗ có mạch khuếch tán, dát gỗ hẹp, màu vàng nhạt, pha chút xám, lõi có màu nâu tím hoặc màu sô cô la pha chút tím; nó rất nặng, hơi khô, khó tách nhưng đánh bóng tốt. Gỗ hồng sắc được sử dụng để sản xuất nhạc cụ, chạm khắc, tiện và các sản phẩm khác. Sequoia - cây lớn nhất trên thế giới, được phân biệt bởi độ bền tuyệt vời; mọc ở vùng nhiệt đới, thuộc loài cây lá kim; về tính chất cơ lý thì gần giống với gỗ vân sam, nó đã qua xử lý tốt; được sử dụng trong xây dựng, cũng như sản xuất đồ nội thất, bút chì. Bạch đàn. Trong tự nhiên, có hơn 500 loài, mọc chủ yếu ở Úc và Châu Đại Dương. Ở Nga, bạch đàn mọc trên bờ Biển Đen của Kavkaz với số lượng nhỏ. Bạch đàn là một loại cây phát triển nhanh, đạt kích thước rất lớn - chiều cao hơn 100 m. Tâm gỗ là loại gỗ cứng có mạch phân tán, tâm gỗ có màu nâu với nhiều sắc thái khác nhau và dát gỗ có màu sáng. Gỗ của cây này dày đặc, có độ bền và tính ổn định sinh học cao, được sử dụng trong xây dựng, đóng ô tô, v.v. LECTURE số 4. Tính chất của gỗ 1. Màu sắc, độ bóng và vân của gỗ Màu gỗ phụ thuộc vào điều kiện khí hậu của cây. Ở vùng khí hậu ôn đới, gỗ của hầu hết các loài đều có màu nhạt và ở vùng khí hậu nhiệt đới, gỗ có màu sáng. Ảnh hưởng của yếu tố khí hậu cũng ảnh hưởng trong cùng một khu vực, ví dụ, các loại đá mọc ở vùng ấm hơn - gỗ sồi, quả óc chó, thủy tùng và các loại khác, có màu đậm và những loại đá mọc ở phía bắc - vân sam, thông, dương, bạch dương và các loại khác, có màu nhạt. Cường độ màu cũng phụ thuộc vào tuổi của cây - khi tuổi càng cao thì cường độ càng tăng. Sự thay đổi màu sắc của gỗ xảy ra dưới tác động của không khí và ánh sáng, cũng như do tác động của các tổn thương nấm; khi giữ gỗ trong nước hoặc trong các dung dịch đặc biệt; trong quá trình hấp và sấy ở nhiệt độ cao. Màu sắc của gỗ là một đặc điểm quan trọng và được tính đến khi chọn loài để sản xuất đồ nội thất, trang trí nội thất, sản xuất hàng thủ công mỹ nghệ, nhạc cụ, v.v. Блеск - Đây là khả năng của gỗ để phản xạ luồng ánh sáng theo hướng. Bề mặt gương nhẵn có độ sáng lớn nhất, vì chúng cho phản xạ định hướng. Theo quy luật, độ bóng của gỗ được đánh giá bằng độ trắng: gỗ có độ trắng càng lớn thì chỉ số bóng càng cao. Sự chói sáng và phản xạ cũng tạo ra tia lõi trên các vết cắt xuyên tâm. kết cấu - đây là một kiểu vân tự nhiên trên các vết cắt tiếp tuyến và xuyên tâm của gỗ, được hình thành bởi các lớp hàng năm và các yếu tố giải phẫu. Cấu trúc của gỗ càng phức tạp thì kết cấu của nó càng phong phú. Ở gỗ lá kim, cấu trúc đơn giản và vân đồng đều, nó được xác định chủ yếu bởi chiều rộng của các vòng hàng năm và sự khác biệt màu sắc của gỗ sớm và gỗ muộn. Gỗ cứng có cấu trúc phức tạp và kết cấu phong phú hơn. Bản chất của kết cấu phần lớn phụ thuộc vào hướng của vết cắt. Nhiều loài, chẳng hạn như óc chó, tần bì, cây du, sồi và những loài khác, có kết cấu đẹp và thú vị trên một vết cắt tiếp tuyến. Gỗ trên đường cắt xuyên tâm cũng có vân đẹp, nguyên bản. Gỗ bìm bịp hình thành trên thân cây rụng lá có tính trang trí cao. Kết cấu của gỗ phong chân chim, được tạo ra bởi các chồi ngủ không phát triển thành chồi, rất nguyên bản. Một kết cấu đặc biệt và đẹp mắt cũng được tạo ra một cách nhân tạo bằng cách ép gỗ không đều và sau đó bào gỗ, hoặc khi gọt bằng dao gợn sóng, hoặc ở một góc so với hướng của các thớ. Với kết thúc bằng gỗ trong suốt, kết cấu của nó rõ ràng hơn. Kết cấu là chỉ tiêu quan trọng nhất quyết định giá trị trang trí của gỗ. Các loại kết cấu gỗ: 1) không có mẫu rõ ràng - cây bồ đề, quả lê; 2) hoa văn đốm mịn - cây sồi, cây sồi, cây máy bay; 3) mô hình moire - phong xám, bạch dương lượn sóng, gỗ gụ; 4) vẽ "mắt chim" - tro, phong, bạch dương Karelian, dương Ukraina; 5) mẫu vỏ - quả óc chó da trắng, tro, cây du - phần mông; 6) mô hình thắt nút - vân sam, thông. 2. Độ ẩm của gỗ và các đặc tính liên quan đến sự thay đổi của nó Gỗ mới cắt theo quy luật chứa một lượng lớn nước, sau này tùy theo điều kiện bảo quản mà có thể tăng hoặc giảm, hoặc giữ nguyên mức. Nhưng trong hầu hết các trường hợp, cần phải thực hiện các biện pháp loại bỏ nước, tức là làm khô gỗ. Một chỉ số về hàm lượng nước trong gỗ là độ ẩm, được chia thành tuyệt đối và tương đối. Trong thực tế, họ chủ yếu sử dụng Giá trị âm của độ ẩm, được xác định theo công thức: Wcơ bụng. = [(m - m0) / phút0] × 100%, trong đó m là khối lượng của mẫu gỗ ướt, g; m0 - khối lượng của cùng một mẫu khô tuyệt đối, g. Chỉ số độ ẩm tương đối hiếm khi được sử dụng, chủ yếu là chỉ thị độ ẩm của củi. Nó được xác định theo công thức: Wrel. = (m - m0 / m) × 100%. Có hai cách để xác định độ ẩm - trực tiếp và gián tiếp. Phương pháp trực tiếp dựa trên việc chiết xuất nước từ gỗ. Để làm điều này, mẫu gỗ đã làm sạch được sấy khô trong lò ở nhiệt độ 103 ° C cho đến khi độ ẩm được giải phóng hoàn toàn. Trong quá trình sấy, mẫu được cân - lần đầu tiên sau 6-10 giờ kể từ khi bắt đầu sấy, sau đó cứ sau 2 giờ, quá trình sấy sẽ dừng lại sau khi trọng lượng của mẫu không còn giảm nữa. Phương pháp trực tiếp cho phép bạn xác định độ ẩm của gỗ với độ chính xác cao. Phương pháp thứ hai là gián tiếp, dựa trên việc đo độ dẫn điện của gỗ bằng máy đo độ ẩm điện. Với phép đo này, thang đo của thiết bị hiển thị lượng ẩm. Phương pháp này cho phép nhanh chóng xác định độ ẩm. Nhưng nhược điểm của nó nằm ở sai số đo lường, là 2-3% và với độ ẩm của gỗ trên 30% - thậm chí cao hơn. Nước trong gỗ ở trạng thái liên kết và tự do. Nước liên kết nằm trong thành tế bào và được giữ cố định. Việc loại bỏ nước như vậy rất khó và có ảnh hưởng đáng kể đến việc thay đổi hầu hết các đặc tính của gỗ. Lượng nước liên kết tối đa tương ứng với giới hạn bão hòa của thành tế bào, được tính đến trong các tính toán: Wb.s. = 30%. Nước tự do nằm trong các khoang tế bào và khoảng gian bào nên dễ lấy ra khỏi gỗ hơn. Gỗ mới chặt có độ ẩm trong khoảng 50-100%, và ở trong nước lâu - hơn 100%. Sau khi phơi ngoài trời, độ ẩm giảm xuống còn 15-20%. Độ ẩm 20-22% được gọi là vận chuyển, và độ ẩm mà gỗ có trong thời gian hoạt động, - hoạt động. Gỗ sấy gồm hai loại - khí quyển, ở nhiệt độ môi trường xung quanh, và nhân tạo, hoặc buồng, khi nhiệt độ có thể lên tới 100°C và cao hơn. Trong quá trình sấy buồng, gỗ bị co rút, tức là giảm kích thước tuyến tính theo hướng xuyên tâm 3-7% và theo hướng tiếp tuyến - 8-10%, dọc theo sợi - 0,1-0,3%. Tổng độ co rút thể tích là 11-17%. Khi làm khô gỗ với độ ẩm giảm, tính chất cơ học của nó thay đổi - độ đàn hồi giảm, nhưng cường độ nén tăng và độ dẫn điện cũng giảm. 3. Tỷ trọng của gỗ. Tính chất nhiệt của gỗ mật độ gỗ là khối lượng trên một đơn vị thể tích của vật liệu được biểu thị bằng g / cm 3 hoặc kg / m 3. Có một số chỉ số về mật độ gỗ phụ thuộc vào độ ẩm. Khối lượng riêng của chất gỗ là khối lượng trên một đơn vị thể tích của vật liệu tạo thành vách tế bào. Nó gần như giống nhau đối với tất cả các giống và bằng 1,53 g/cm 3, tức là cao hơn 1,5 lần so với khối lượng riêng của nước. Khối lượng riêng của gỗ khô tuyệt đối là khối lượng trên một đơn vị thể tích của gỗ khi không có nước trong đó. Nó được xác định theo công thức: ρ0 = tôi0 / v0, p ở đâu0 - khối lượng riêng của gỗ khô tuyệt đối, g / cm 3 hoặc kg / m 3; m0 - khối lượng của mẫu gỗ ở độ ẩm 0%, g hoặc kg; V0 - thể tích của mẫu gỗ ở độ ẩm 0%, cm 3 hoặc m 3. Tỷ trọng của gỗ nhỏ hơn tỷ trọng của chất gỗ, vì nó có các khoảng trống chứa đầy không khí, tức là độ xốp, được biểu thị bằng phần trăm và đặc trưng cho tỷ lệ khoảng trống trong gỗ khô tuyệt đối. Mật độ gỗ càng lớn thì độ xốp của nó càng ít. Mật độ của gỗ phụ thuộc đáng kể vào độ ẩm, khi độ ẩm càng tăng thì mật độ của gỗ tăng, theo mật độ thì tất cả các loài được chia thành ba nhóm (ở độ ẩm của gỗ là 12%): 1) đá có mật độ thấp - 540 kg / m 3 và ít hơn - đây là cây vân sam, cây thông, cây bồ đề, v.v.; 2) đá có mật độ trung bình - từ 550 đến 740 kg / m 3- đây là cây sồi, cây bạch dương, cây du, v.v.; 3) đá có mật độ cao - 750 kg / m 3 và nhiều hơn nữa - đó là cây chó đẻ, cây trăn, cây hồ trăn, v.v. Tính chất nhiệt của gỗ là nhiệt dung, độ dẫn nhiệt, độ khuếch tán nhiệt và độ giãn nở nhiệt. Nhiệt dung - khả năng tích tụ nhiệt của gỗ. Nhiệt dung riêng C được lấy làm chỉ số nhiệt dung - lượng nhiệt cần thiết để làm nóng 1 kg khối gỗ lên 1 ° C. Nó được đo bằng kJ/kg × t °C. Gỗ khô là chất gỗ và không khí, phần khối lượng của không khí trong đó không đáng kể nên nhiệt dung của gỗ khô gần như bằng nhiệt dung của chất gỗ. Nhiệt dung riêng của gỗ thực tế không phụ thuộc vào loài và ở nhiệt độ 0 ° C đối với gỗ khô tuyệt đối là 1,55 kJ. Khi tăng nhiệt độ, nhiệt dung riêng tăng nhẹ và ở nhiệt độ 100 ° C thì nhiệt dung riêng tăng khoảng 25%. Khi gỗ bị ẩm, nhiệt dung của nó tăng lên. Quá trình truyền nhiệt trong gỗ được đặc trưng bởi hai chỉ tiêu - hệ số dẫn nhiệt và hệ số khuếch tán nhiệt. Hệ số dẫn nhiệt? về mặt số học bằng nhiệt lượng truyền qua một đơn vị thời gian qua bức tường bằng gỗ có diện tích 1 m 2 và dày 1 m với chênh lệch nhiệt độ ở hai phía đối diện của bức tường là 1 ° C. Nó được đo bằng W / (m × ° C). Hệ số khuếch tán nhiệt đặc trưng cho tốc độ thay đổi nhiệt độ của gỗ khi đốt nóng hoặc làm nguội. Nó xác định quán tính nhiệt của gỗ, tức là khả năng cân bằng nhiệt độ. Sự khuếch tán nhiệt được tính theo công thức: α = λ / s × ρ, trong đó ρ là khối lượng riêng của vật liệu, kg / m3; λ - hệ số dẫn nhiệt, W / (m × ° С); c là nhiệt dung riêng của gỗ, kJ / (kg × ° С). 4. Tính chất điện và âm của gỗ Theo nhiều nghiên cứu về tính chất điện của gỗ, tính dẫn điện của nó, tức là khả năng dẫn dòng điện, có liên quan nghịch với điện trở của nó. Có các điện trở bề mặt và thể tích, cùng nhau tạo ra tổng điện trở của mẫu gỗ được đặt giữa hai điện cực. Điện trở âm lượng đặc trưng cho trở ngại đối với dòng điện đi qua độ dày của mẫu và điện trở bề mặt - dọc theo bề mặt. Các chỉ số của điện trở là khối lượng riêng và điện trở bề mặt riêng. Các nghiên cứu đã chỉ ra rằng gỗ khô là chất dẫn điện kém, nhưng khi độ ẩm càng tăng thì điện trở của nó càng giảm. Điều này có thể được nhìn thấy từ dữ liệu thu được trong các nghiên cứu (Bảng 1). Bảng 1 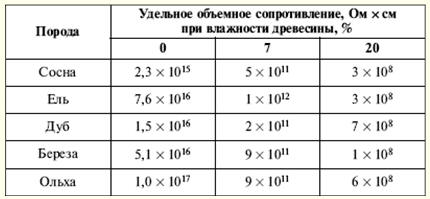 Sự giảm điện trở bề mặt xảy ra khi độ ẩm tăng lên. Ví dụ, với sự gia tăng độ ẩm gỗ sồi từ 4,5 đến 17%, điện trở bề mặt giảm từ 1,2 × 1013 lên đến 1 × 107 Om. Ngoài ra, theo kết quả nghiên cứu, người ta nhận thấy rằng sự giảm điện trở của gỗ xảy ra khi nó bị nung nóng, đặc biệt là ở độ ẩm thấp, do đó, sự gia tăng nhiệt độ từ 20 đến 94 ° C sẽ làm giảm điện trở của gỗ tuyệt đối. củi khô bằng 10 6 thời gian. tính chất âm học. Khi nghiên cứu tính chất âm học của gỗ, người ta thấy rằng tốc độ truyền âm trong gỗ càng lớn thì mật độ càng thấp và mô đun đàn hồi càng cao. Các giá trị trung bình của tốc độ âm thanh dọc theo các sợi đối với gỗ khô trong phòng là: gỗ sồi - 4720 m/s, tần bì - 4730 m/s, gỗ thông - 5360 m/s, đường tùng - 4930 m/s. Các nghiên cứu sâu hơn đã chỉ ra rằng tốc độ âm thanh qua các sợi nhỏ hơn 3-4 lần so với dọc theo các sợi. Tốc độ truyền âm phụ thuộc vào tính chất của vật liệu và trước hết là mật độ, ví dụ, trong thép, âm truyền với tốc độ 5050 m/s, trong không khí - 330 m/s và trong cao su - 30 m/s. Dựa trên dữ liệu thu được trong quá trình nghiên cứu các đặc tính âm thanh của gỗ, một phương pháp siêu âm để xác định độ bền và các khuyết tật tiềm ẩn bên trong của nó đã được xây dựng. Theo số liệu nghiên cứu, khả năng tiêu âm của gỗ thấp, ví dụ gỗ thông dày 40 cm khả năng cách âm là 48 dB, gỗ sồi dày 3 cm là 12 dB. Theo nghiên cứu, các đặc tính âm thanh tốt nhất về khả năng phát ra âm thanh lớn nhất là gỗ vân sam, linh sam và gỗ tuyết tùng, được sử dụng để sản xuất nhiều nhạc cụ: gảy, cung, bàn phím, v.v. Như thực tế đã chỉ ra, gỗ tiếp xúc lâu dài có đặc tính âm thanh tốt nhất - trong 4,5 năm trở lên. 5. Độ bền của gỗ Các tính chất cơ học bao gồm độ bền và khả năng biến dạng của gỗ, cũng như một số tính chất công nghệ. Sức mạnh của gỗ là khả năng chống lại sự phá hủy dưới tác động của tải trọng bên ngoài. Độ bền kéo của gỗ được xác định bằng cách thử nghiệm các mẫu về độ nén, độ căng, độ uốn, độ cắt. Khi thử nghiệm gỗ để nén, tải trọng được thực hiện dọc theo các thớ, sau đó đi ngang và ở một vị trí. Độ bền kéo được xác định bằng MPa theo công thức: бszh = Ptối đa /a×b, nơi Ptối đa - tải trọng kéo đứt lớn nhất, N; a và b là kích thước của mẫu gỗ, mm. Theo dữ liệu thử nghiệm, người ta thấy rằng khi gỗ được kéo căng trên các thớ, độ bền của gỗ xấp xỉ bằng 1/20 độ bền kéo dọc theo các thớ. Do đó, khi thiết kế sản phẩm và xây dựng các kết cấu công trình khác nhau, các trường hợp không được phép để tải trọng kéo truyền qua các sợi. Trong thực tế, trong hầu hết các trường hợp, các sản phẩm gỗ làm việc với tải trọng uốn. Vì vậy, các mẫu gỗ phải được thử uốn, đồng thời xác định độ bền kéo tính bằng MPa theo công thức: бcủa = 3Ptối đa × l / 2 × b × h2, trong đó l - khoảng cách giữa các gối đỡ, mm; b - chiều rộng mẫu theo hướng xuyên tâm, mm; h là chiều cao của mẫu theo phương tiếp tuyến, mm. Khi mẫu bị uốn ở mặt lồi sẽ phát sinh ứng suất kéo và ở mặt lõm phát sinh ứng suất nén. Ở tải trên giá trị giới hạn, sự phá hủy gỗ xảy ra dưới dạng đứt gãy các sợi kéo dài ở mặt lồi của vết nứt của mẫu. Sức mạnh cắt là rất quan trọng. Chỉ số này được xác định khi thử nghiệm ba loại cắt: để cắt dọc và cắt ngang các sợi; để cắt gỗ trên thớ gỗ. Đồng thời, độ bền kéo của gỗ để băm là bck, MPa được xác định theo công thức: бck = Ptối đa /b×l, nơi P tối đa - tải trọng lớn nhất, N; b, l - chiều dày và chiều dài của mẫu trong mặt phẳng cắt, mm. Các phép thử cắt gỗ theo các thớ được thực hiện trên các mẫu bằng dao có thể di chuyển được. Trong trường hợp này, độ bền kéo tính bằng MPa được xác định theo công thức: τ = Ptối đa / 2 × a × b, nơi Ptối đa - tải trọng lớn nhất, N; a và b là kích thước của phần mẫu, mm (ngang). Kết quả thử nghiệm cho thấy, độ bền của gỗ khi cắt ngang các thớ lớn hơn gấp 4 lần so với khi cắt dọc theo thớ. Như các thử nghiệm đã chỉ ra, các mô đun đàn hồi khi nén và căng của gỗ xấp xỉ nhau và lên tới 12,3 GPa đối với gỗ thông, 14,6 GPa đối với gỗ sồi và 16,4 GPa đối với bạch dương ở độ ẩm 12%. Mô-đun đàn hồi trên các sợi nhỏ hơn khoảng 20-25 lần so với dọc và theo hướng xuyên tâm cao hơn theo hướng tiếp tuyến, khoảng 20-50%. Khi thử gỗ, mô đun đàn hồi cũng được xác định: E = 3 × P × l / (64b × h3 ×f), trong đó P là tải trọng bằng hiệu giữa giới hạn đo trên và giới hạn đo dưới, N; l - khoảng cách giữa các giá đỡ (trên đó đặt mẫu gỗ), mm; b và h - chiều rộng và chiều cao của mẫu, mm; f - độ võng bằng hiệu giữa các giá trị trung bình cộng của độ võng ở giới hạn tải trên và giới hạn tải dưới, mm. 6. Tính chất công nghệ của gỗ Các tính chất công nghệ: độ bền va đập, độ cứng, khả năng chống mài mòn, khả năng giữ vít, đinh và các chốt khác, cũng như khả năng gia công bằng các dụng cụ cắt. Sức mạnh tác động của gỗ - đây là khả năng hấp thụ lực (tác dụng) khi va chạm mà không bị phá hủy. Khối lượng công việc cần thiết để phá vỡ mẫu càng lớn thì độ nhớt của nó càng cao. Cường độ va đập được xác định theo công thức: A \ uXNUMXd Q / b x h, J / cm 2, trong đó Q là công được thực hiện trên sự đứt gãy của mẫu, J; b và h là chiều rộng và chiều cao của mẫu. độ cứng của gỗ là khả năng chống lại vết lõm của thân làm bằng vật liệu cứng hơn - quả đấm thép có đầu hình bán cầu bán kính r = 5,64 mm đến độ sâu 5,64 mm. Đồng thời, khi kết thúc quá trình tải, tải trọng R được tính trên thang đo lực của máy, sau khi thử nghiệm vẫn còn dấu vết có diện tích 100 mm trên gỗ 2. Độ cứng tĩnh của mẫu được xác định bằng N / mm theo công thức: H \ uXNUMXd P / π × r2, trong đó π × r2 - diện tích của vết in trên gỗ khi ấn vào nó một bán kính có bán kính r, mm. Nếu có sự tách mẫu trong quá trình thử nghiệm, thì cú đấm được ấn xuống độ sâu nhỏ hơn - 2,82 mm và độ cứng được xác định theo công thức: H = 4P / (3π × r2). Tất cả các loại đá được chia thành ba nhóm theo độ cứng của bề mặt cuối: mềm - với độ cứng 40 N / mm 2 và ít hơn, cứng - 41-80 N / mm 2 và rất cứng - hơn 80 N/mm 2. Hao mòn điện trở gỗ đặc trưng cho khả năng chống mài mòn của nó khi cọ xát với bề mặt của các yếu tố mài mòn hoặc vi kỹ của một cơ thể rắn chắc hơn. Khi kiểm tra độ mài mòn, các điều kiện được tạo ra để bắt chước quá trình mài mòn thực tế của gỗ được sử dụng cho sàn, cầu thang, sàn. Quá trình mài mòn được thực hiện trên một loại máy đặc biệt. Trong trường hợp này, chỉ số mài mòn t được tính bằng mm theo công thức: t = h × (m1 - NS2) / phút1, trong đó h là chiều cao mẫu trước khi mài mòn, mm; m 1 và M 2 - khối lượng của mẫu, tương ứng, trước và sau khi thử, g. Khả năng chống kéo đinh hoặc vít cụ thể được xác định theo công thức: Рnhịp đập. = Ptối đa / l (N / mm), nơi Ptối đa - tải trọng lớn nhất khi rút đinh hoặc vít ra; l là chiều dài đóng đinh hoặc vặn vít. Khả năng giữ chặt của gỗ phụ thuộc vào loài, mật độ và độ ẩm của nó. Lực cản kéo ra của đinh đóng theo hướng xuyên tâm và tiếp tuyến là gần như nhau, nhưng nó cao hơn so với khi đinh đóng vào phần cuối của mẫu. Khả năng uốn cong của gỗ - tốt nhất ở sồi, sồi, tần bì, tệ hơn - ở cây lá kim. Để cải thiện tính mềm dẻo của gỗ, nó được hấp trước khi uốn, sau đó sau khi uốn, nó được làm nguội và sấy khô ở trạng thái cố định, nhờ đó nó có được hình dạng cong ổn định. Khả năng tách của gỗ - đây là quá trình tách nó dọc theo các sợi dưới tác động của tải trọng truyền đến nêm. Đây là đặc tính tiêu cực của gỗ khi đóng đinh sát mép, cũng như nạng, đinh vít khi vặn vào, nhưng lại là đặc tính tích cực khi chặt củi hoặc khai thác gỗ xẻ. LECTURE số 5. Hợp kim 1. Cấu trúc của kim loại Kim loại và hợp kim của chúng - vật liệu chính trong ngành cơ khí. Chúng có nhiều đặc tính có giá trị, chủ yếu là do cấu trúc bên trong của chúng. Kim loại hoặc hợp kim mềm và dễ uốn có thể được làm cứng, giòn và ngược lại. Để thay đổi một cách có ý thức các tính chất của kim loại, cần phải biết những điều cơ bản về cấu trúc tinh thể của chúng. Như đã biết, tất cả các vật thể bao gồm một số lượng lớn các nguyên tử, được liên kết với nhau bằng các lực liên kết, dao động ở tần số cao gần các điểm cân bằng. Vì nguyên tử của các kim loại khác nhau là khác nhau nên mỗi kim loại có những tính chất đặc trưng riêng. Những tính chất này phụ thuộc vào sự sắp xếp của các nguyên tử với nhau, bản chất của liên kết và khoảng cách giữa chúng. Nếu bạn thay đổi khoảng cách giữa các nguyên tử hoặc thứ tự sắp xếp của chúng, tính chất của kim loại cũng sẽ thay đổi. Trong các vật thể vô định hình - nhựa, thủy tinh, nhựa thông, v.v. - các nguyên tử được sắp xếp ngẫu nhiên. Trong kim loại, chúng theo một trật tự hình học nhất định, tạo thành tinh thể, do đó kim loại là vật thể kết tinh. Các kim loại không chỉ khác nhau về thứ tự sắp xếp các nguyên tử mà còn ở mạng tinh thể, là một mạng lưới không gian tưởng tượng bao gồm các ô cơ bản, tại các nút của chúng có các nguyên tử. Các mạng tinh thể sau đây của kim loại có sự đóng gói dày đặc của các nguyên tử được phân biệt: lập phương tâm diện, lập phương tâm diện và lục giác. Trong một ô của mạng lập phương tâm diện, các nguyên tử nằm ở các đỉnh và tâm của hình lập phương. Một ô như vậy chứa chín nguyên tử (crom, vonfram, vanadi, molypden, liti và ở nhiệt độ nhất định, sắt và các kim loại khác). Trong một ô của mạng tinh thể lập phương tâm diện, các nguyên tử nằm ở các đỉnh của hình lập phương và tại giao điểm của các đường chéo của mỗi mặt phẳng. Một ô như vậy có 14 nguyên tử (chì, niken, đồng, vàng, bạc, tấm, sắt ở nhiệt độ nhất định và các kim loại khác). Trong một ô của mạng tinh thể lục giác, các nguyên tử nằm ở các đỉnh và ở tâm của các đế lục giác của lăng kính, và ba nguyên tử nằm ở mặt phẳng giữa của nó, trong khi một ô như vậy chứa 17 nguyên tử (magiê, kẽm, cadmium, osmium, berili và các kim loại khác). Trong một số điều kiện nhất định, một số kim loại - sắt, titan, ziriconi, stronti, coban, canxi và các kim loại khác - có thể được sắp xếp lại từ một loại mạng tinh thể này sang loại khác, ví dụ, từ lập phương tâm diện sang tâm diện và thậm chí là lục giác. Ô sơ cấp chỉ hiển thị một phần tử hoặc một ô của mạng tinh thể. Toàn bộ mạng tinh thể trong một kim loại thực bao gồm một số lượng lớn các tế bào cơ bản lặp đi lặp lại. Tầm quan trọng lớn là khoảng cách giữa các nguyên tử của một ô của mạng tinh thể hoặc giữa các mặt phẳng nguyên tử song song tạo thành một ô cơ bản. Khoảng cách này càng lớn thì kim loại càng kém bền. Khoảng cách giữa chúng được đo bằng angstrom - 1 A = = 10 -8 cm hoặc tính bằng nanomet - 1 A \ u0,1d XNUMX nm. Từ thực tế, người ta biết rằng sắt mạnh hơn đồng và đồng mạnh hơn nhôm. 2. Kết tinh và cấu trúc của kim loại và hợp kim Sự sắp xếp của các nguyên tử - kiểu mạng tinh thể - tính chất tự nhiên của kim loại, hình dạng của tinh thể và kích thước của chúng phụ thuộc vào quá trình chuyển của kim loại từ trạng thái lỏng sang trạng thái rắn. Quá trình hình thành tinh thể trong quá trình đông đặc của kim loại được gọi là sự kết tinh. Trong quá trình kết tinh của kim loại, nhiệt được thoát ra và trong quá trình chuyển kim loại từ trạng thái rắn sang trạng thái lỏng, nhiệt sẽ bị hấp thụ. Các quan sát với sự trợ giúp của các phân vùng đo nhiệt độ của quá trình giảm nhiệt độ trong quá trình chuyển đổi kim loại từ trạng thái lỏng sang trạng thái rắn, chúng có thể thiết lập một tính đều đặn nhất định. Đầu tiên, nhiệt độ giảm đều. Trong thời kỳ đầu hình thành tinh thể, do trong quá trình hình thành mạng tinh thể toả ra nhiệt lượng tiềm ẩn nên sự giảm nhiệt độ thì dừng lại, không thay đổi cho đến khi kim loại hoá rắn hoàn toàn. Sau khi tất cả kim loại đã đông đặc, nhiệt độ lại bắt đầu giảm. Nhiệt độ tương ứng với một khu vực nằm ngang được gọi là phê bình. Sự kết tinh của kim loại tương tự như sự kết tinh của muối và quá trình này bao gồm hai quá trình cơ bản xảy ra đồng thời. Đầu tiên là sự hình thành các trung tâm kết tinh, hay nhân tinh thể, thứ hai là sự phát triển của các tinh thể từ các trung tâm này. Giai đoạn đầu tiên - sự xuất hiện của các hạt nhân của tinh thể kim loại. Giai đoạn thứ hai - khi kim loại nguội đi, ngày càng nhiều nguyên tử kim loại lỏng tham gia vào các hạt nhân, được nhóm lại theo một trật tự nhất định gần nhau, tạo thành các ô cơ bản của mạng tinh thể. Quá trình này tiếp tục cho đến khi kết thúc quá trình kết tinh. Hơn nữa, các tinh thể của kim loại đông đặc có hình dạng không đều và rất đa dạng, điều này được giải thích bởi các điều kiện kết tinh. Trong quá trình kết tinh, số lượng tinh thể tăng lên - trong 1 mm 3 hơn 1000 tinh thể có thể được hình thành. Những tinh thể có hình dạng bên ngoài bất thường được gọi là tinh thể, hoặc các loại ngũ cốc. Kim loại nguyên chất tương đối hiếm khi được sử dụng trong kỹ thuật cơ khí và các ngành khác của tổ hợp kinh tế. Được sử dụng rộng rãi hơn là các hợp kim bao gồm hai hoặc nhiều nguyên tố (hai kim loại, chẳng hạn như đồng và kẽm, hoặc một kim loại và một phi kim loại, chẳng hạn như sắt và cacbon). Các nguyên tố trong hợp kim được gọi là các thành phần. Tùy thuộc vào sự sắp xếp của các nguyên tử trong mạng tinh thể, dung dịch rắn thay thế và dung dịch rắn xen kẽ được phân biệt. Trong dung dịch rắn thay thế, các nguyên tử của thành phần hòa tan được thay thế bằng các nguyên tử dung môi, còn trong dung dịch rắn xen kẽ, các nguyên tử dung môi nằm giữa các nguyên tử của thành phần hòa tan ở những điểm yếu nhất của các phần tử mạng tinh thể. Hợp kim, là dung dịch rắn, có các đặc tính có giá trị. Chúng cứng hơn và mạnh hơn các thành phần có trong nó. Các thành phần của một số hợp kim trong quá trình kết tinh có thể đi vào liên kết hóa học, tạo thành hợp chất hóa học. Các hợp chất hóa học có độ cứng rất cao và khả năng chịu điện tốt. 3. Sự biến đổi khuếch tán và không khuếch tán ở dưới khuếch tán hiểu chuyển động của các nguyên tử trong một thể tinh thể ở những khoảng cách vượt quá khoảng cách giữa các nguyên tử trung bình của một kim loại nhất định. Nếu chuyển động của các nguyên tử không liên quan đến sự thay đổi nồng độ trong các thể tích riêng lẻ, thì quá trình như vậy được gọi là tự khuếch tán. Sự khuếch tán kèm theo sự thay đổi nồng độ được gọi là sự khuếch tán dị hợp. Trong trường hợp sự khuếch tán dị loại đi kèm với sự hình thành các pha mới, thường xảy ra trong quá trình xử lý hóa học và kỹ thuật, nó được gọi là sự khuếch tán phản ứng. Quá trình khuếch tán dựa trên cơ chế nguyên tử trong đó mỗi nguyên tử thực hiện các bước đi ngẫu nhiên ít nhiều. Biến đổi khuếch tán trong kim loại xảy ra trong quá trình xử lý hóa học và nhiệt khác nhau - mạ crom, thấm cacbon, aluting (nhôm hóa), v.v. Mạ crom tăng khả năng chịu nhiệt của thép lên đến 800 ° C, chống ăn mòn cao trong các môi trường như nước ngọt và nước biển, axit axetic và photphoric, đồng thời chống xói mòn ở nhiệt độ thấp và cao. Mạ crom đối với thép có chứa hơn 0,3-0,4% cacbon cũng làm tăng độ cứng và khả năng chống mài mòn. Trong quá trình mạ crom, lớp khuếch tán gồm dung dịch crom trong? - sắt, và hàm lượng crom trên bề mặt là 25-50%. Trong quá trình này, trong trường hợp sử dụng CrCl 2 phản ứng sau xảy ra: CrCl 2 + Fe → FeCl 2 +Cr. Trong quá trình nhiệt luyện thép, không khuếch tán, hoặc dị hướng, các biến đổi trong quá trình kết tinh thứ cấp. Đặc biệt, ở nhiệt độ +775 ° C trong thép có chứa 0,6% cacbon, các biến đổi dị hướng bắt đầu, tức là, sự tách ferit khỏi Austenit (một dung dịch rắn của cacbon (lên đến 2,14%)) và các tạp chất khác trong khối lượng sắt. Ferit - dung dịch rắn chứa một lượng nhỏ carbon (tối đa 0,04%) và các tạp chất khác trong? - tuyến - một thành phần cấu trúc mềm, dẻo và không đủ mạnh. Vì ferit chứa một lượng cacbon không đáng kể nên austenit còn lại sẽ dần dần, khi kết tủa ferit, được làm giàu cacbon. Khi nồng độ carbon trong austenite còn lại đạt 0,8%, ở nhiệt độ +727 ° C, thép chứa 0,6% carbon sẽ chứa ferrite và austenite, và ở nhiệt độ dưới +727 ° C - ferrite và Pearlite, và cấu trúc của ferrite - Pearlite sẽ không thay đổi ngay cả khi thép được làm lạnh thêm xuống nhiệt độ phòng. Các biến đổi tương tự là đặc trưng của tất cả các loại thép hypoeutectoid (chứa ít hơn 0,8% carbon). Sự khác biệt sẽ chỉ ở nhiệt độ bắt đầu kết tủa ferit. Hơn nữa, nếu thép chứa 0,8% carbon, quá trình kết tinh thứ cấp của nó sẽ diễn ra ở nhiệt độ không đổi (+727 °C) và chỉ đi kèm với một quá trình - sự hình thành ngọc trai. Điều này được giải thích bởi thực tế là trong trường hợp này, hàm lượng carbon trong thép tương ứng với thành phần eutectoid - một hỗn hợp cơ học của các tinh thể được giải phóng đồng thời từ hợp kim lỏng. Điều này tạo ra một cấu trúc hạt mịn của hợp kim. 4. Phân loại hợp kim. Sắt và các hợp kim của nó Thép và gang - vật liệu cơ bản trong kỹ thuật cơ khí. Chúng chiếm 95% tất cả các hợp kim được sử dụng trong kỹ thuật. Thép là hợp kim của sắt với cacbon và các nguyên tố khác có chứa tới 2,14% cacbon. Carbon - tạp chất quan trọng nhất của thép. Độ bền, độ cứng và độ dẻo của thép phụ thuộc vào hàm lượng của nó. Ngoài sắt và cacbon, thép còn chứa silic, mangan, lưu huỳnh và phốt pho. Những tạp chất này xâm nhập vào thép trong quá trình nấu chảy và là bạn đồng hành không thể tránh khỏi của nó. Phế thải - hợp kim gốc sắt. Sự khác biệt giữa gang và thép nằm ở hàm lượng carbon cao hơn trong đó - hơn 2,14%. Phổ biến nhất là gang chứa 3-3,5% carbon. Thành phần của gang bao gồm các tạp chất giống như trong thép, tức là silic, mangan, lưu huỳnh và phốt pho. Gang, trong đó tất cả carbon kết hợp hóa học với sắt, được gọi là màu trắng (theo loại vết nứt) và gang, tất cả hoặc hầu hết carbon là than chì, được gọi là màu xám. Trong gang trắng, luôn có thêm một thành phần cấu trúc - ledeburit. Đây là một eutectic, tức là một hỗn hợp cơ học đồng nhất của hạt austenit và xi măng, thu được trong quá trình kết tinh, nó chứa 4,3% cacbon. Ledeburit được hình thành ở nhiệt độ +1147 °C. Ferit - một dung dịch rắn có một lượng nhỏ cacbon (lên đến 0,04%) và các tạp chất khác trong? - sắt. Nó thực tế là sắt nguyên chất. Xi măng - hợp chất hóa học của sắt với cacbon - sắt cacbua. Perlite - hỗn hợp cơ học đồng nhất trong hợp kim của ferit và ximăng. Hỗn hợp này nhận được cái tên như vậy vì phần mỏng trong quá trình khắc của nó có màu ngọc trai. Vì ngọc trai được hình thành do kết quả của quá trình kết tinh thứ cấp nên nó được gọi là eutectoid. Nó được hình thành ở nhiệt độ +727 ° C. Nó chứa 0,8% carbon. Đá trân châu có hai loại. Nếu xi măng trong nó ở dạng tấm, nó được gọi là phiến, nhưng nếu xi măng ở dạng hạt, đá trân châu được gọi là hạt. Dưới kính hiển vi, các tấm xi măng trông sáng bóng vì chúng rất cứng, đánh bóng tốt và ít bị ăn mòn khi ăn mòn bằng axit hơn các tấm ferit mềm. Nếu hợp kim sắt-cacbon được nung nóng đến nhiệt độ nhất định, sẽ xảy ra sự biến đổi dị hướng của sắt α thành sắt ν và một thành phần cấu trúc được hình thành, được gọi là Austenit. Austenit là dung dịch rắn của cacbon (lên tới 2,14%) và các tạp chất khác trong ν-sắt. khả năng của cacbon tan trong sắt không giống nhau ở các nhiệt độ khác nhau. Ở nhiệt độ +727 °C, ν-sắt có thể hòa tan không quá 0,8% cacbon. Ở cùng nhiệt độ, austenit bị phân hủy để tạo thành ngọc trai. Austenite là một thành phần cấu trúc mềm. Nó được đặc trưng bởi độ dẻo cao, không có tính chất từ tính. Khi nghiên cứu thành phần cấu trúc của hợp kim sắt-cacbon, người ta nhận thấy rằng ở nhiệt độ phòng, chúng luôn bao gồm hai thành phần cấu tạo: Ferit dẻo mềm và ximăng cứng, có tác dụng tăng cường độ cứng cho hợp kim. 5. Biểu đồ trạng thái của hợp kim Hợp kim có thể thu được bằng cách kết hợp hầu hết các kim loại với nhau, cũng như với các phi kim loại. Biểu đồ trạng thái của hợp kim cho ta biểu diễn trực quan các biến đổi xảy ra trong hợp kim tùy thuộc vào thành phần hóa học và nhiệt độ của chúng. Khi xây dựng biểu đồ về trạng thái của hợp kim, thành phần hóa học hoặc nồng độ của hợp kim tính bằng phần trăm được biểu thị trên trục abscissa. Để làm điều này, một đường ngang có độ dài nhất định được chia thành một trăm phần giống nhau và mỗi phần chia được lấy bằng 1% của một trong các thành phần hợp kim.  Cơm. 5. Biểu đồ trạng thái của hợp kim của hệ chì-antimon (Pb-Sb) Điểm A tương ứng với chì nguyên chất, và điểm B tương ứng với antimon nguyên chất. Nhiệt độ được biểu thị trên trục y theo một thang nhất định. Để xây dựng giản đồ trạng thái hợp kim, đầu tiên người ta xây dựng một loạt các đường cong làm nguội hợp kim của cùng một nguyên tố với nồng độ khác nhau. Dựa trên các đường cong này, một sơ đồ được xây dựng. Hợp kim, các thành phần trong đó, trong quá trình đông đặc, chỉ tạo thành hỗn hợp cơ học, thuộc nhóm đầu tiên. Biểu đồ của các hợp kim này có điều kiện được gọi là biểu đồ pha của loại thứ nhất. Biểu đồ của hợp kim chỉ tạo thành dung dịch rắn trong quá trình đông đặc được gọi là giản đồ pha của loại thứ hai. Điển hình nhất cho sơ đồ loại thứ nhất là hợp kim của chì với antimon. Xây dựng sơ đồ (loại thứ nhất) trạng thái của hợp kim Pb-Sb: 1) đường cong làm mát của hợp kim giảm tiết; 2) biểu đồ trạng thái của hợp kim Pb-Sb; 3) đường cong làm mát của hợp kim siêu ứng. Sơ đồ được xây dựng cho năm loại hợp kim chì-antimon: 1) 5% antimon và 95% chì; 2) 10% antimon và 90% chì; 3) 20% antimon và 80% chì; 4) 40% antimon và 60% chì; 5) 80% antimon và 20% chì. Tất cả đều có hai nhiệt độ tới hạn: trên và dưới. Nghiên cứu về quá trình kết tinh của các hợp kim này cho thấy nhiệt độ tới hạn trên tương ứng với phần đầu và phần dưới - với phần cuối của quá trình hóa rắn hợp kim. Do đó, quá trình kết tinh của hợp kim Pb-Sb khác hẳn với quá trình kết tinh của kim loại nguyên chất. Hợp kim kết tinh trong phạm vi nhiệt độ và kim loại nguyên chất - ở nhiệt độ không đổi. Hỗn hợp cơ học của các tinh thể được giải phóng đồng thời từ một hợp kim lỏng được gọi là thuộc về người ăn cắp vặt (dịch từ tiếng Hy Lạp - "được xây dựng tốt"). Hợp kim của nồng độ này được gọi là thực tế. Dòng DIA trên sơ đồ được gọi là dòng chất lỏng (dịch từ tiếng Hy Lạp - "chất lỏng"). Trên đường này, bất kỳ hợp kim chì-antimon nào đều ở trạng thái lỏng. Dòng DSVE được đặt tên là dòng solidus (dịch từ tiếng Hy Lạp - "solid"), hoặc dòng eutectic. Điểm C cho biết thành phần của eutectic. Các hợp kim nằm bên trái điểm này được gọi là giảm tiết, ở bên phải của cô ấy thôi miên. Trong cấu trúc của hợp kim hypectic, ngoài eutectic, luôn có một lượng chì nhất định, và trong hợp kim hypectic, ngoài eutectic, antimon. PHIẾU HỌC TẬP SỐ 6. Tính chất cơ học của kim loại 1. Biến dạng và phá hủy Tải các cuộc gọi ứng dụng sự biến dạng. Tại thời điểm ban đầu, tải trọng, nếu không kèm theo sự thay đổi pha (cấu trúc), thì chỉ gây ra biến dạng đàn hồi (thuận nghịch). Khi đạt đến một ứng suất nhất định, biến dạng (một phần) trở thành không thể đảo ngược (biến dạng dẻo), trong khi cấu trúc của kim loại và do đó, các tính chất của nó cũng thay đổi không thể đảo ngược. Điều kiện căng thẳng: σ = P / F0 (kgf / mm2), với P là lực; F0 - mặt cắt ban đầu và trục abscissa - biến dạng tương đối: ε = ∆l / l, trong đó Δl là gia số chiều dài, l - chiều dài ban đầu. Tiếp tuyến của góc nghiêng là thẳng: tg α \ uXNUMXd σ / ε \ uXNUMXd E - môđun đàn hồi thông thường (tính bằng kgf / mm 2) - đặc trưng cho độ cứng của vật liệu (khả năng chống biến dạng đàn hồi), được xác định bởi lực tương tác giữa các nguyên tử, phụ thuộc gần đúng đầu tiên vào nhiệt độ nóng chảy của kim loại. Vì hợp kim hóa và xử lý nhiệt ảnh hưởng rất ít đến điểm nóng chảy, nên mô đun đàn hồi bình thường có thể được coi là một đặc tính không nhạy cảm về mặt cấu trúc. Đối với tất cả các loại thép E ≈ 2 × 10 4 kgf / mm 2, và đối với hợp kim nhôm E ~ 0,7 × 10 4 kgf / mm 2. Ứng suất có điều kiện mà tại đó mối quan hệ tỷ lệ giữa ε và σ bị vi phạm là giới hạn đàn hồi (hoặc giới hạn tỷ lệ). Đối với mục đích kỹ thuật (ngoại trừ các yếu tố đàn hồi), một sai lệch nhỏ so với tỷ lệ không được coi là đáng kể và thường được coi là biến dạng dẻo xảy ra khi biến dạng vĩnh viễn không thể phục hồi εpl. trở thành 0,2%. Điện áp có điều kiện tại đó = 0,2% được gọi là sức mạnh năng suất (trên sơ đồ - σ0,2) và đặc trưng cho khả năng chống biến dạng dẻo nhỏ của vật liệu. Ứng suất thực đạt giá trị lớn nhất tại điểm Z - tại lần phá hủy cuối cùng của mẫu. Đối với vật liệu có độ bền cao và độ dẻo thấp σВ > 150 kgf / mm 2, độ thu hẹp tương đối ψ (thay đổi độ hẹp) tại điểm đứt (phá hủy) nhỏ hơn 40%, và ψ được xác định theo công thức: ψ = (Fо - NSх)Fо, nơi F 0 - mặt cắt của mẫu trước khi phá hủy; Fx - mặt cắt tại thời điểm biến dạng lớn nhất. Phá hủy có thể có hai loại, có thể được gọi là "tách biệt" (chụp lại) và "sự phá hủy" (kì nghỉ). Sự phân tách đặc trưng cho các vật liệu có tính dẻo cao (thường là kim loại có độ tinh khiết cao), độ biến dạng của vật liệu đó sau khi đạt tới điểm nào? В dẫn đến thu hẹp 100% mà không hình thành bề mặt đứt gãy. Trong tất cả các trường hợp khác, sự thu hẹp đạt đến một giá trị nhất định, sau đó mẫu bị phá hủy với sự hình thành các bề mặt đứt gãy.  Cơm. 6. Các loại xé mẫu: a - tách; b - phá hủy với biến dạng dẻo sơ bộ; c - phá hủy mà không có biến dạng dẻo sơ bộ. Quá trình phá hủy có trước: biến dạng đàn hồi và biến dạng dẻo. 2. Tính chất cơ học của kim loại Tính chất cơ học kim loại được xác định bởi các đặc điểm sau: giới hạn đàn hồi σТ, sức mạnh năng suất σЕ, độ giãn dài tương đối của độ bền kéo σ, độ thu hẹp tương đối ψ và môđun đàn hồi E, độ bền va đập, giới hạn độ bền, độ bền mài mòn. Độ cứng, được xác định bằng các phương pháp không phá hủy đơn giản nhất, phụ thuộc chủ yếu vào hàm lượng cacbon và điều kiện nhiệt luyện thép. Để ước tính sơ bộ độ bền, có thể sử dụng mối quan hệ sau: σВ = HB / 3. Tất cả các bộ phận kim loại của máy móc trong quá trình hoạt động đều chịu nhiều tải trọng bên ngoài khác nhau, có thể tiến hành trơn tru, dần dần (tĩnh) hoặc tức thời (động). Tác động lên các bộ phận, tải trọng bên ngoài làm thay đổi hình dạng của chúng, tức là biến dạng Tính chất của vật liệu làm bằng kim loại và hợp kim trở về hình dạng ban đầu sau khi kết thúc tác động của ngoại lực được gọi là độ đàn hồi, và biến dạng biến mất sau khi loại bỏ tải trọng được gọi là đàn hồi. Nếu các nỗ lực lớn được áp dụng cho một bộ phận kim loại và sau khi kết thúc tác động của chúng, nó không có hình dạng ban đầu mà vẫn bị biến dạng, thì biến dạng đó được gọi là nhựa. Khả năng biến dạng của các vật liệu và bộ phận bằng kim loại dưới tác dụng của tải trọng bên ngoài mà không bị sụp đổ, và giữ được hình dạng đã thay đổi sau khi lực chấm dứt được gọi là độ dẻo. Vật liệu làm bằng kim loại không có khả năng biến dạng dẻo được gọi là dễ vỡ. Một thuộc tính quan trọng của vật liệu và các bộ phận làm bằng kim loại, cùng với tính đàn hồi và độ dẻo, là sức mạnh Các bộ phận hoặc dụng cụ kim loại, tùy thuộc vào điều kiện làm việc, phải có các tính chất cơ học nhất định - độ bền, độ đàn hồi, độ dẻo. Trong quá trình hoạt động lâu dài, các bộ phận kim loại của máy móc bị tải lại biến (kéo căng - nén). Tại các ứng suất dưới cường độ chảy hoặc giới hạn đàn hồi, chúng có thể bị hỏng đột ngột. Hiện tượng này được gọi là độ mỏi của kim loại. Giới hạn bền (mỏi) là ứng suất lớn nhất mà vật liệu và các bộ phận kim loại có thể chịu được mà không bị gãy, với một số lượng lớn tải trọng thay đổi lặp lại (chu kỳ) đủ lớn. Đối với các mẫu thép, đặc tính này được đặt ở mức 10 triệu chu kỳ, đối với kim loại màu - ở mức 100 triệu chu kỳ. Giới hạn chịu đựng được kí hiệu bằng một chữ cái Hi Lạp? -1 và được đo bằng Pa. Trong quá trình hoạt động, nhiều chi tiết máy bị nung nóng với nhiệt độ cao, lên tới 1000 ° C trở lên. Đối với các bộ phận như vậy, một đặc điểm quan trọng là khả năng chịu nhiệt - khả năng của vật liệu làm bằng kim loại và hợp kim để duy trì độ bền cần thiết ở nhiệt độ cao. Ở những kim loại và hợp kim làm việc lâu ngày chịu tải ở nhiệt độ cao có hiện tượng leo, tức là biến dạng dẻo liên tục dưới tác dụng của tải trọng không đổi (kim loại "creep"). 3. Phương pháp tăng cường kim loại và hợp kim Làm cứng bề mặt kim loại và hợp kim được sử dụng rộng rãi trong nhiều ngành công nghiệp, đặc biệt là trong kỹ thuật hiện đại. Nó cho phép đạt được độ cứng cao và khả năng chống mài mòn của lớp bề mặt trong khi vẫn duy trì một lõi đủ dẻo, cải thiện độ bền và độ bền mỏi. Một số phương pháp làm cứng bề mặt có năng suất cao. Trong một số trường hợp, chúng được sử dụng với hiệu quả lớn thay vì các phương pháp xử lý nhiệt thông thường. Có một số lượng lớn các bộ phận, các đặc tính của lớp bề mặt của kim loại phải tuân theo các yêu cầu khác với các đặc tính của các lớp bên trong. Ví dụ, bánh răng chịu lực ma sát mạnh trong quá trình hoạt động nên chúng phải có độ cứng cao, nhưng độ cứng thấp và độ dẻo dai tốt để răng không bị xẹp do các chấn động và va đập. Do đó, răng bánh răng phải cứng trên bề mặt và nhớt trong lõi. Cách phổ biến nhất để làm cứng lớp bề mặt của kim loại và hợp kim là cứng bề mặt, mà chỉ một phần của lớp bề mặt của các bộ phận có được độ cứng cao. Phần còn lại không bị đông cứng và giữ nguyên cấu trúc và tính chất trước khi đông cứng. Hiện nay, làm cứng bề mặt bằng gia nhiệt cảm ứng bằng dòng điện cao tần được sử dụng rộng rãi nhất. Phương pháp xử lý nhiệt tiến bộ hiệu suất cao này giúp tăng tính chất cơ học của thép, bao gồm độ bền chảy, độ bền mỏi và độ cứng, loại bỏ khả năng khử cacbon, giảm nguy cơ oxy hóa bề mặt của sản phẩm và biến dạng của chúng. Các chi tiết có hình dạng phức tạp, máy cưa lọng, dụng cụ cắt (dao phay, mũi khoan), đòn bẩy, trục chịu lực làm cứng bề mặt xung. Để làm điều này, phần cứng của bộ phận được nung nóng đến nhiệt độ vượt quá nhiệt độ của quá trình nung thông thường đối với vật liệu này để làm cứng, và sau đó được làm lạnh với tốc độ cao do loại bỏ nhiệt cho phần còn lại của khối lượng bộ phận mà không cần sử dụng làm mát. phương tiện truyền thông. Kết quả của quá trình làm cứng xung lực, lớp "trắng" cứng thu được, lớp này ổn định khi tôi luyện đến nhiệt độ 450 ° C, có cấu trúc hạt mịn, độ cứng và khả năng chống mài mòn cao. LECTURE số 7. Hợp kim sắt-cacbon 1. Sơ đồ sắt-xi măng Biểu đồ sắt-xi măng bao gồm trạng thái của hợp kim sắt-cacbon, chứa tới 6,67% cacbon.  Cơm. 7. Biểu đồ trạng thái của hợp kim sắt-cacbon (đường đặc - hệ Fe-Fe 3 C; nét đứt - hệ Fe-C) thép cacbon - đây là những hợp kim sắt chứa tới 2,14% cacbon. Thép chứa tới 0,8% carbon được gọi là hypoeutectoid, 0,8% carbon - eu-tectoid, trên 0,8 đến 2,14% - hypereutectoid. Bàn là màu trắng - đây là những hợp kim sắt chứa từ 2,14 đến 6,67% cacbon. Với hàm lượng carbon từ 2,14 đến 4,3%, gang trắng được gọi là hypoeutectic, với 4,3-6,67% - hypereutectic. Biểu đồ sắt-xi măng cho thấy trạng thái của hợp kim này trong quá trình kết tinh sơ cấp và thứ cấp. Các quy trình này được đặc trưng bởi các đường cong ASV và AECF. Đường cong DIA - đường chất lỏng - hiển thị nhiệt độ bắt đầu quá trình hóa rắn của hợp kim sắt-cacbon. AECF đường cong - đường solidus - tương ứng với các nhiệt độ mà quá trình kết tinh kết thúc. Dòng AE đề cập đến thép và dòng ACF cho gang trắng. Điểm A đặc trưng cho điểm nóng chảy của sắt nguyên chất - +1539 °C và điểm B - điểm nóng chảy của xi măng - +1600 °C. Điểm E tương ứng với lượng cacbon tối đa có thể bị hòa tan trong austenite ở nhiệt độ cao. Điểm C biểu thị thành phần của eutectic, nó tương ứng với hàm lượng 4,3% carbon trong hợp kim. Nhiệt độ hình thành eutectic là +1147 °C. Dòng ECF được gọi là eutectic, vì tại bất kỳ điểm nào, một eutectic (ledeburit) được hình thành.Trên dòng CF (gang siêu eutectic), thành phần vượt mức so với eutectic, tức là, xi măng, sẽ được giải phóng khỏi hợp kim lỏng. Vì xi măng được hình thành trong quá trình kết tinh sơ cấp nên nó được gọi là sơ cấp. Một eutectic phát sinh trên dòng CF - ledeburite. Do đó, do kết quả của quá trình kết tinh sơ cấp, các loại gang siêu ứng sẽ bao gồm xi măng sơ cấp và ledeburite. Dòng ECF (+1147 ° C) được gọi là eutectic, kể từ khi sự hình thành hỗn hợp cơ học của austenit và xi măng - ledeburit xảy ra trên đó. Ledeburite có thành phần eutectic, do đó, quá trình kết tinh của nó diễn ra ở nhiệt độ không đổi +1147 °C. Kết quả của quá trình kết tinh sơ cấp, thép thu được cấu trúc austenite đặc trưng bởi độ dẻo và độ dẻo dai tốt. Do đó, thép như vậy rất phù hợp để xử lý áp suất ở nhiệt độ cao. Gang trắng chứa ledeburit giòn và cứng, loại trừ khả năng xử lý áp lực ngay cả ở nhiệt độ cao. Đường PSK trên biểu đồ đặc trưng cho nhiệt độ. tại đó các quá trình kết tinh thứ cấp được hoàn thành. Đối với các loại thép thể hiện trong sơ đồ, nhiệt độ này là +727 °C. Ở nhiệt độ dưới +727 °C, không quan sát thấy sự biến đổi đáng kể nào trong thép; cấu trúc thu được ở +727 °C được giữ lại khi làm nguội thêm hợp kim (xuống nhiệt độ phòng). Dòng PSK được gọi là eutectoid. Điểm S của sơ đồ tương ứng với thành phần của eutectoid - đá trân châu. 2. Thép: phân loại, thép tự động Thép đóng vai trò là cơ sở vật liệu cho ngành cơ khí, xây dựng và các ngành công nghiệp khác. Thép là nguyên liệu chính để sản xuất các sản phẩm dạng tấm và mặt cắt. Theo phương thức sản xuất thép được chia thành Bessemer, bộ chuyển đổi (có khử oxy), lò hở, thép điện, nồi nấu kim loại và thép thu được bằng cách khử trực tiếp từ quặng làm giàu (viên); theo thành phần hóa học - đối với carbon và hợp kim; theo cuộc hẹn - trên kết cấu, dụng cụ, tự động và thép có các tính chất đặc biệt. Thép luôn chứa các tạp chất khác nhau. Càng ít tạp chất có hại thì chất lượng thép càng cao. Tùy thuộc vào chất lượng, thép được phân biệt chất lượng thông thường, chất lượng cao, chất lượng cao và chất lượng cao thêm. Thép carbon có chất lượng thông thường là một trong những loại thép rẻ nhất và được sử dụng rộng rãi. Tùy thuộc vào mục đích, thép cacbon chất lượng thông thường được chia thành ba nhóm: A - được cung cấp bởi tính chất cơ học, B - được cung cấp bởi thành phần hóa học và C - được cung cấp bởi tính chất cơ học và thành phần hóa học. Tùy thuộc vào các chỉ số chuẩn hóa (đặc tính cường độ, thành phần hóa học), thép của mỗi nhóm được chia thành các loại: nhóm A - 1, 2 và 3; nhóm B - 1, 2; nhóm B - 1, 2, 3, 4, 5, 6. Nhóm A bao gồm các loại thép sau: St 0, St 1 kp, St 1 ps, v.v. cho đến ST aux. Các chữ cái "St" có nghĩa là "thép", các số từ 0 đến 6 - số có điều kiện của nhãn hiệu, đặc trưng cho các tính chất cơ học của thép. Với sự gia tăng số lớp, sức mạnh cuối cùng σ tăngВ và sức mạnh năng suất σТ và độ giãn dài tương đối giảm. Để biểu thị mức độ khử oxy, các chỉ số được đặt sau số thương hiệu: kp - sôi, ps - bán bình tĩnh, cn - bình tĩnh (ví dụ: St 3 kp, St 3 ps, St 3 cn). Nhóm B bao gồm các loại thép sau: Bst 0, Bst 1 kp, v.v. đến Bst 6 kp. Thép nhóm B có hai loại. Loại đầu tiên bao gồm thép của tất cả các cấp có chứa các nguyên tố hóa học sau: cacbon, mangan, silic, phốt pho, lưu huỳnh, asen, nitơ. Loại thứ hai bao gồm các cấp thép từ BST 1 đến BST 6, bao gồm crom, niken và đồng. Nhóm B bao gồm các cấp thép VST 1, VST 2, VST 3, VST 4 và VST 5. Các chỉ số ps, sp và kp được thêm vào cấp cho biết mức độ khử oxy của thép, ví dụ: VST 3 sp, VST 3 gps, v.v. Chữ cái "g" sau con số cho biết hàm lượng mangan tăng lên. Đối với máy công cụ cắt kim loại tự động, ngành công nghiệp luyện kim sản xuất các loại thép cắt tự do đặc biệt có khả năng tạo thành phoi giòn, dễ hạ xuống và dễ dàng loại bỏ. Nó là một loại thép tăng cường và có khả năng gia công cao. Khả năng gia công cao của các loại thép như vậy đạt được bằng cách tăng hàm lượng lưu huỳnh và phốt pho (lên đến 0,35%), cũng như đưa vào chì (lên đến 0,35%). Thép tự động được sử dụng trong sản xuất hàng loạt và quy mô lớn. Các bộ phận không quan trọng của ô tô và máy kéo (ốc vít, trục, ống lót, v.v.) được làm từ chúng. 3. Gang đúc: trắng, xám, độ bền cao, dễ uốn Phế thải - sản phẩm chính của quá trình chế biến quặng sắt bằng cách nấu chảy trong lò cao. Có thể có các thành phần khác nhau trong cấu trúc của gang, tùy thuộc vào phần cacbon ở trạng thái tự do về cấu trúc. Điều này cũng xác định tên của gang: trắng, xám, độ bền cao, dễ uốn. Gang là vật liệu đúc sắt-cacbon phổ biến nhất có chứa hơn 2% cacbon, lên đến 4,5% silic, lên đến 1,5% mangan, lên đến 1,8% phốt pho và lên đến 0,08% lưu huỳnh. Gang có đặc tính đúc cao nên được sử dụng rộng rãi trong sản xuất đúc làm vật liệu kết cấu. Ổ trượt trơn được làm từ gang, có hệ số ma sát thấp. Gang trắng là hợp kim của sắt với cacbon ở dạng sắt cacbua Fe 3 C, tức là carbon ở trạng thái liên kết ở dạng hợp chất hóa học - xi măng. Hàm lượng carbon trong gang trắng nằm trong khoảng từ 2,14 đến 6,67% và cấu trúc chính của gang trắng có thể chứa chì, austenit và xi măng chính. Ngoài ra, cấu trúc vi mô của gang trắng hypoeutectic bao gồm đá trân châu, xi măng thứ cấp và ledeburit ở nhiệt độ phòng. Với hàm lượng carbon từ 2,14 đến 4,3%, gang trắng được gọi là hypoeutectic, ở mức 4,3% - eutectic và ở mức 4,3-6,67% - hypereutectic. Gang xám được sử dụng rộng rãi trong kỹ thuật cơ khí. Nó có tên từ màu xám của vết nứt, do sự hiện diện của carbon tự do ở dạng than chì trong cấu trúc gang. Ngành luyện kim sản xuất mười một loại gang xám: SCh 10 - các bộ phận không bắt buộc phải có đặc tính cường độ - van ngắt (van, van, van cổng), chảo, nắp, v.v.; SCH 15, SCH 18 - đòn bẩy, ròng rọc, mặt bích, đĩa xích, các bộ phận chịu tải nhẹ của thân xe được chế tạo từ chúng. Sắt dẻo thu được bằng cách đưa magiê - lên đến 0,9% và xeri - lên đến 0,05% vào gang xám lỏng trước khi đổ vào khuôn. Gang dẻo có hàm lượng cacbon và silic cao hơn và hàm lượng mangan thấp hơn. Loại gang này kết hợp các đặc tính có giá trị của thép và gang. Việc chỉ định các lớp của chúng bao gồm hai số - số đầu tiên biểu thị độ bền kéo, số thứ hai - độ giãn dài tương đối. Tổng cộng có mười loại gang có độ bền cao được sản xuất. Ví dụ: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. Bàn là dễ uốn được sử dụng để làm nhiều bộ phận, bao gồm các bộ phận định hình, thân máy và giường, tay áo, xi lanh, bánh răng, v.v. Phát hành 11 lớp gang dẻo, và nó được đánh dấu theo nguyên tắc tương tự như độ bền cao. Bàn là đúc dễ uốn có thể có một cơ sở kim loại ferit, lêlitic và ferrityl-lêlitic. Gang ferit KCh 35-10 và KCh 37-12 được sử dụng để sản xuất các bộ phận vận hành dưới tải trọng động và tĩnh cao - cacte, hộp số, trục, v.v., và các loại gang KCh 30-6 và KCh 33-8 - để sản xuất các bộ phận ít quan trọng hơn - kẹp, đai ốc, van, khối, v.v. PHIẾU HỌC TẬP SỐ 8. Các phương pháp gia công kim loại 1. Ảnh hưởng của các thành phần hợp kim đến sự biến đổi, cấu trúc, tính chất của thép Các thành phần hoặc nguyên tố hợp kim được đưa vào thép, tùy thuộc vào sự tương tác của chúng với cacbon trong hợp kim sắt-cacbon, được chia thành tạo cacbit và không tạo cacbit. Nguyên tố trước đây bao gồm tất cả các nguyên tố nằm trong hệ thống tuần hoàn các nguyên tố ở bên trái sắt - mangan, crom, molypden, v.v. Ở bên phải của sắt là các nguyên tố không tạo thành cacbua - coban, niken, v.v. Các nguyên tố hợp kim thứ nhất, cũng như thứ hai, hòa tan trong sắt α- hoặc ν, tuy nhiên, hàm lượng các nguyên tố tạo cacbua trong các pha sắt này ít hơn hàm lượng được đưa vào thép, vì một lượng nhất định của chúng liên kết với cacbon. Trong trường hợp này, sự hòa tan của các nguyên tố hợp kim trong các pha α- và ν dẫn đến sự thay đổi chu kỳ của mạng tinh thể. Các nguyên tố có bán kính nguyên tử lớn sẽ làm tăng nó (W, Mo, v.v.) và với nguyên tố nhỏ hơn (Si), chúng sẽ giảm nó. Khi kích thước nguyên tử gần nhau (Mn, Ni, Cr), các chu kỳ của mạng tinh thể thay đổi một chút. Các nghiên cứu chỉ ra rằng độ bền của ferit thay đổi tỷ lệ thuận với chu kỳ mạng của nó. Cacbua trong thép hợp kim là dung dịch rắn dựa trên một hoặc một hợp chất khác: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C, v.v. Trong thép hợp kim, người ta phân biệt hai nhóm cacbua: nhóm I - M 3 C,M 23 C 6M 7 C 3 và M 6 C và nhóm II - MC, M 2 C (M - thành phần hợp kim - nguyên tố). Cacbua nhóm I có mạng tinh thể phức tạp và với sự gia nhiệt thích hợp, chúng tan khá tốt trong Austenit. Cacbua nhóm II có mạng tinh thể đơn giản, nhưng chỉ tan một phần trong austenit và ở nhiệt độ rất cao. Các nguyên tố không tạo cacbua (hợp kim hóa) được chứa trong thép hợp kim ở dạng dung dịch rắn trong ferit. Các nguyên tố hợp kim tạo cacbua có thể ở các trạng thái cấu trúc khác nhau: chúng có thể được hòa tan trong ferit hoặc ximăng (FeCr) 3 C hoặc tồn tại ở dạng các thành phần cấu trúc độc lập - cacbua đặc biệt: WC, MoC, v.v. Vị trí của các nguyên tố tạo cacbua trong kết cấu thép phụ thuộc vào lượng nguyên tố hợp kim được đưa vào và hàm lượng cacbon. Các nguyên tố hợp kim hòa tan trong ferit làm biến dạng mạng tinh thể của nó; giảm tính dẫn nhiệt và dẫn điện của thép. Các cacbua của các nguyên tố hợp kim được đặc trưng bởi độ cứng rất cao (70-75 HRC) và khả năng chống mài mòn, nhưng chúng có độ giòn đáng kể. Chúng đóng một vai trò rất quan trọng trong việc sản xuất thép công cụ. Như các nghiên cứu đã chỉ ra, một lượng nhất định của các nguyên tố hợp kim phải tương ứng với một mặt cắt cụ thể của thép, nếu không thì các tính chất công nghệ của nó như khả năng cắt, tính hàn, v.v ... sẽ làm xấu đi. ngược lại). 2. Lý thuyết về nhiệt luyện Nhiệm vụ của xử lý nhiệt là gây ra sự thay đổi không thể đảo ngược về tính chất do sự thay đổi không thể đảo ngược trong cấu trúc bằng cách nung nóng và làm mát. Bất kỳ loại xử lý nhiệt nào thường được mô tả theo tọa độ nhiệt độ-thời gian. Trên thực tế, xử lý nhiệt không cung cấp bất kỳ tác động nào khác, ngoại trừ nhiệt độ. Trong quá trình nhiệt luyện thép, các biến đổi chính sau đây xảy ra: 1) sự biến đổi của ngọc trai thành Austenit, xảy ra khi nung nóng trên điểm Ac1 : Fe + Fe3 C → Fev (C) hoặc P - A;  Cơm. 8. Lịch trình xử lý nhiệt: τн - thời gian làm nóng, τв - thời gian phơi sáng, τ0 - thời gian làm mát; t tối đa - Nhiệt độ tối đa; tđông là tốc độ làm lạnh thực ở một nhiệt độ nhất định, v = t tối đa - tốc độ làm mát trung bình 2) sự chuyển đổi Austenit thành trân châu, xảy ra trong quá trình làm lạnh chậm từ? - khu vực: Fev (C) → Fea (C) + Fe 3 C hoặc A → P; 3) Sự biến đổi Austenit thành Mactenxit, xảy ra trong quá trình làm lạnh nhanh từ? - khu vực: Fev (C) → Fea (C) hoặc A → M; 4) sự biến đổi của mactenxit trong quá trình nung nóng (ủ): Fe (C) → Fe + Fe3 C hoặc M → P. Mô tả các biến đổi cấu trúc xảy ra trong thép trong quá trình nhiệt luyện đồng thời là một lý thuyết về nhiệt luyện. Sự chuyển đổi của ngọc trai thành Austenit là một bước cần thiết trong nhiều phương pháp xử lý nhiệt. 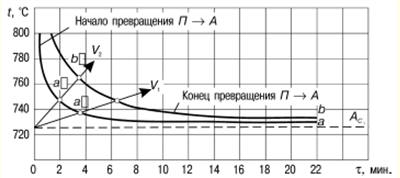 Cơm. 9. Sơ đồ biến đổi đẳng nhiệt của ngọc trai (P) thành Austenit Thép có hàm lượng cacbon (A) là 0,8%. Sự biến đổi của ngọc trai thành Austenit được thực hiện khi nung nóng trên giá trị Ac 1và với nhiệt độ ngày càng tăng, nó liên tục tăng tốc. Với việc đốt nóng liên tục ở các tốc độ khác nhau, các tia v1 và v2 biến đổi bắt đầu ở điểm a '(a') và kết thúc ở điểm b '(b'), càng cao thì tốc độ gia nhiệt càng lớn. Về vấn đề này, gia nhiệt càng nhanh, nhiệt độ nung của thép càng cao để có thể biến đổi hoàn toàn ngọc trai thành Austenit, bao gồm sự hòa tan hoàn toàn cacbua và đồng nhất Austenit. Trong khoảng giữa các điểm a'b '(a "b"), quá trình biến đổi diễn ra với các tốc độ khác nhau, nhưng khoảng giữa khoảng thời gian đó, quá trình biến đổi diễn ra với sự hấp thụ nhiệt mạnh mẽ nhanh chóng đến mức hình thành nền trên đường cong gia nhiệt. Đây thường là nhiệt độ biến đổi Ac được xác định bằng thực nghiệm1. Với cấu trúc ngọc trai ban đầu, sự hình thành của Austenit xuất phát từ nhiều trung tâm, và ngay sau khi hoàn thành quá trình chuyển hoá Ngọc trai thành Austenit, Austenit hạt mịn được hình thành. Việc gia nhiệt hơn nữa dẫn đến sự phát triển của các hạt austenit, được thực hiện theo một trong các cơ chế sau: bằng cách kết hợp các hạt nhỏ thành những hạt lớn, bằng cách di chuyển ranh giới hạt. Quá trình kết tụ diễn ra ở nhiệt độ thấp hơn (từ +900 đến +1000 ° C) so với quá trình di cư (> +1100 ° C), nhưng dẫn đến sự hình thành các hạt lớn hơn riêng biệt, tức là không đồng đều. Trong quá trình xử lý nhiệt, các tính chất cơ học của thép có thể thay đổi trong một phạm vi rất rộng. Vì vậy, ví dụ, độ cứng của thép chứa 0,8% cacbon, sau khi xử lý như vậy, tăng lên 160-600 MV. 3. Sơ đồ biến đổi đẳng nhiệt của Austenit Trên hình. 10 cho thấy một giản đồ về sự biến đổi đẳng nhiệt của austenit trong thép có chứa 0,8% cacbon. Nhiệt độ được vẽ dọc theo trục y. Abscissa là thời gian.  Cơm. 10. Sơ đồ biến đổi đẳng nhiệt của Austenit trong thép chứa 0,8% cacbon Để nghiên cứu sự biến đổi đẳng nhiệt của Austenit, các mẫu thép nhỏ được nung đến nhiệt độ tương ứng với sự tồn tại của Austenit ổn định, tức là trên điểm tới hạn, và sau đó được làm nguội nhanh, ví dụ, đến +700, +600, +500, +400, +300 ° C, v.v. d., Và được giữ ở các nhiệt độ này cho đến khi phân hủy hoàn toàn austenite. Sự biến đổi đẳng nhiệt của austenite trong thép eutectoid xảy ra trong khoảng nhiệt độ từ +727 đến +250 ° C (nhiệt độ bắt đầu biến đổi martensitic - Mn). Có hai đường cong hình chữ C trên sơ đồ. Đường cong I biểu thị thời điểm bắt đầu quá trình biến đổi, đường cong II - thời điểm kết thúc quá trình biến đổi austenit siêu lạnh. Khoảng thời gian trước khi bắt đầu phân hủy austenite được gọi là ủ. Ở nhiệt độ +700 °C, quá trình biến đổi của austenit bắt đầu tại điểm a và kết thúc tại điểm b, dẫn đến sự hình thành ngọc trai. Ở nhiệt độ +650 ° C, sự phân hủy austenite xảy ra giữa các điểm a1 và B1 . Trong trường hợp này, sorbite được hình thành - một hỗn hợp cơ học mỏng (phân tán) của ferit và xi măng. Thép chiếm ưu thế bởi cấu trúc sorbitol có độ cứng 30-40 HRC. Loại thép này có độ bền và độ dẻo cao. Độ ổn định của austenite phần lớn phụ thuộc vào mức độ siêu lạnh. Austenit kém ổn định nhất ở nhiệt độ gần +550 °C. Đối với thép eutectoid, thời gian ổn định của austenite ở nhiệt độ từ +550 đến +560 ° C là khoảng 1 s. Khi chúng ta di chuyển ra khỏi nhiệt độ +550 °C, độ ổn định của austenit tăng lên. Thời gian ổn định ở +700 °C là 10 giây và ở +300 °C là khoảng 1 phút. Khi thép được làm lạnh đến +550 °C (điểm bắt đầu và điểm kết thúc phân hủy - a2 và B2 tương ứng - trong sơ đồ) austenite biến thành troostite - hỗn hợp ferit và xi măng, khác với ngọc trai và sorbite ở mức độ phân tán cao của các thành phần và tăng độ cứng (40-50 HRC), độ bền, độ nhớt vừa phải và độ dẻo. Dưới nhiệt độ +550 °C, là kết quả của quá trình biến đổi trung gian của austenit (trong phạm vi nhiệt độ nằm bên dưới ngọc trai, nhưng bên trên quá trình biến đổi mactenxit), một cấu trúc bainite được hình thành, bao gồm hỗn hợp ferit bão hòa carbon và cacbua (xi măng). Khi làm nguội chậm, austenit biến đổi thành ngọc trai, và ở tốc độ làm nguội cao, austenit siêu lạnh biến đổi hoàn toàn thành sorbite. Ở tốc độ làm nguội thậm chí còn cao hơn, một cấu trúc mới được hình thành - troostite. Ở tốc độ làm mát cao nhất, chỉ có mactenxit được hình thành, tức là, một dung dịch cacbon rắn quá bão hòa trong? - sắt. Tốc độ làm nguội tại đó chỉ có martensite được hình thành từ austenite được gọi là tốc độ làm nguội tới hạn. Austenit, được giữ lại trong kết cấu thép ở nhiệt độ phòng cùng với mactenxit, được gọi là cặn. Thép hợp kim cao được làm cứng có chứa austenite dư với số lượng lớn, trong khi thép carbon thấp hầu như không có. 4. Các loại và nhiều loại xử lý nhiệt: ủ, làm cứng, ủ, thường hóa Xử lý nhiệt kim loại và hợp kim, cũng như các sản phẩm làm từ chúng, được sử dụng để gây ra sự thay đổi không thể đảo ngược về tính chất do sự thay đổi không thể đảo ngược trong cấu trúc. Xử lý nhiệt được chia thành các loại sau: nhiệt thích hợp, nhiệt hóa học и biến dạng-nhiệt. Trên thực tế, xử lý nhiệt không cung cấp bất kỳ tác động nào khác, ngoại trừ nhiệt độ. Nếu trong quá trình gia nhiệt, thành phần của kim loại (hợp kim) - các lớp bề mặt của nó - thay đổi do tương tác với môi trường, thì quá trình xử lý nhiệt như vậy được gọi là nhiệt hóa học (CTO), và nếu cùng với hiệu ứng nhiệt độ, biến dạng cũng được tạo ra, đóng góp tương ứng vào sự thay đổi trong cấu trúc, thì nhiệt luyện như vậy được gọi là biến dạng-nhiệt. Đổi lại, xử lý nhiệt biến dạng được chia thành nhiệt cơ (TMT), cơ nhiệt (MTO), v.v. Các dạng nhiệt luyện biến dạng khác nhau được chia ra tùy thuộc vào bản chất của các phép biến đổi pha và phương pháp biến dạng. Thực tế nhiệt luyện được chia thành: ủ loại thứ nhất và loại thứ hai, làm cứng với biến đổi đa hình và làm cứng không biến đổi đa hình, tôi luyện và thường hóa. Ủ nói chung, đó là một quá trình xử lý nhiệt, trong đó kim loại đầu tiên được nung nóng đến một nhiệt độ nhất định, duy trì ở nhiệt độ này trong một thời gian xác định, sau đó được làm lạnh từ từ, thường là cùng với lò nung. Ủ loại thứ nhất là nung nóng kim loại có trạng thái không ổn định do quá trình xử lý trước đó (không phải làm nguội), đưa kim loại về trạng thái ổn định hơn. Các loại phụ chính: ủ đồng nhất, ủ kết tinh lại, ủ giảm căng thẳng. Ủ loại thứ hai - nung nóng trên nhiệt độ biến đổi, sau đó làm lạnh chậm để đạt được trạng thái cấu trúc ổn định của hợp kim. Làm cứng với sự biến đổi đa hình - nung nóng trên nhiệt độ của sự biến đổi đa hình, tiếp theo là làm nguội đủ nhanh để thu được trạng thái không ổn định về cấu trúc. Làm cứng mà không biến đổi đa hình - nung nóng đến nhiệt độ gây ra thay đổi cấu trúc (thường là để hòa tan pha dư), sau đó làm lạnh nhanh để thu được trạng thái không ổn định về cấu trúc - dung dịch rắn quá bão hòa. Kì nghỉ được gọi là quá trình xử lý nhiệt trong đó thép cứng được nung nóng dưới điểm tới hạn Ac1, ủ trong một thời gian nhất định, và sau đó làm nguội. Bình thường hóa - một trong những kiểu xử lý nhiệt Trong quá trình bình thường hóa, thép được nung ở nhiệt độ cao hơn 30-50 ° C so với nhiệt độ tới hạn trên, sau đó được giữ trong thời gian cần thiết, và sau đó được làm lạnh trong không khí tĩnh để thu được cấu trúc ngọc trai mỏng . Chuẩn hóa khác với ủ bằng cách làm lạnh nhanh hơn. 5. Làm cứng bề mặt hời hợt sự cứng như vậy được gọi là, trong đó chỉ một phần của lớp bề mặt của thép hoặc hợp kim có được độ cứng cao. Nó khác với các phương pháp làm cứng khác bằng cách gia nhiệt. Với cách xử lý này, chỉ lớp bề mặt của sản phẩm được nung đến nhiệt độ đông cứng. Hơn nữa, trong quá trình làm nguội nhanh, chỉ lớp này trải qua quá trình dập tắt. Phần còn lại không bị đông cứng và vẫn giữ được cấu trúc và tính chất trước khi đông cứng. Hiện nay, làm cứng bề mặt bằng gia nhiệt cảm ứng bằng dòng điện cao tần được sử dụng rộng rãi nhất. Phương pháp xử lý nhiệt này tạo tiền đề cho quá trình cơ giới hóa và tự động hóa toàn diện quá trình đông cứng. Gia nhiệt cảm ứng của kim loại đạt được bằng cách tạo ra dòng điện xoáy, tập trung ở lớp bề mặt của sản phẩm và làm nóng nó đến một độ sâu nhất định. Thời gian làm nóng bằng dòng điện cao tần rất ngắn - tính bằng giây. Khi làm cứng các sản phẩm nhỏ tạo ra sự nóng lên và làm mát toàn bộ bề mặt của chúng. Làm cứng các sản phẩm có chiều dài đáng kể được thực hiện bằng cách gia nhiệt liên tục. Nước được sử dụng để làm mát. Để làm cứng bề mặt của các sản phẩm lớn trong sản xuất đơn lẻ và quy mô nhỏ, cũng như trong quá trình sửa chữa, người ta sử dụng phương pháp gia nhiệt bằng ngọn lửa, thường xuyên nhất là với oxyacetylen, nhiệt độ của nhiệt độ này là +3150 ° C. Với phương pháp tăng cứng này, độ dày của lớp đông cứng là 2-5 mm, độ cứng của nó giống như khi làm cứng thông thường. Trong sản xuất quy mô lớn và hàng loạt với quy trình công nghệ ổn định, khi các sản phẩm tương tự được làm từ thép thuộc một số loại nhất định trong một thời gian dài, chẳng hạn như bánh dẫn động của máy kéo sâu bướm, chất làm cứng bề mặt được sử dụng trong chất điện phân - dung dịch tro soda 14-16%. Sản phẩm cần làm cứng được nối với cực âm của máy phát điện một chiều và hạ xuống bể điện phân. Sản phẩm được ngâm ở độ sâu xác định trước sẽ nóng lên trong vài giây, sau đó dòng điện được tắt. Theo quy luật, chất điện phân tương tự cũng là môi trường làm mát. Khi đun nóng trong chất điện phân, các quá trình điện phân và ăn mòn điện xảy ra, làm sạch bề mặt sản phẩm được làm nóng khỏi màng oxit làm suy yếu quá trình truyền nhiệt. Tốc độ gia nhiệt trong chất điện phân lên tới + 150 ° C/s. Ngoài ra còn có phương pháp làm cứng bề mặt xung. Với nó, máy phát điện tần số cao hoạt động ở chế độ xung, tụ điện, thiết bị hàn điểm hoặc lắp đặt laser được sử dụng. Việc làm cứng như vậy có thể loại trừ các biến dạng, vết nứt, tăng khả năng chống ăn mòn của các bộ phận và trong một số trường hợp có thể thay thế thép hợp kim bằng thép cacbon. Ngoài các phương pháp làm cứng bề mặt nêu trên, người ta sử dụng phương pháp làm cứng bề mặt trong môi trường tầng sôi. Môi trường tầng sôi (tầng sôi ") là các hạt rắn của cát thạch anh hoặc vật liệu dạng khối khác, trộn lẫn với không khí hoặc dòng khí. Môi chất tương tự được sử dụng để làm mát. 6. Xử lý nhiệt hóa học: thấm cacbon, thấm nitrocarburizing Để thay đổi thành phần hóa học, cấu trúc và tính chất của lớp bề mặt của các bộ phận, chúng được xử lý nhiệt trong môi trường hoạt động hóa học, được gọi là nhiệt luyện hóa học. Với nó, các quá trình sau đây xảy ra: sự phân hủy của các phân tử và sự hình thành các nguyên tử của một phần tử khuếch tán (phân ly), sự hấp thụ của các nguyên tử bởi bề mặt (sự hấp phụ) và sự xâm nhập của các nguyên tử vào sâu bên trong kim loại (sự khuếch tán). Xi măng - bão hòa khuếch tán lớp bề mặt của một phần với carbon. Sau khi cacbon hóa, xử lý nhiệt được thực hiện - làm cứng và ủ thấp. Các bộ phận như vậy phải có bề mặt cứng cứng, có khả năng chống mài mòn tốt, lõi dẻo chịu được tải trọng động... Các bộ phận làm bằng thép chứa tới 0,3% carbon phải được tôi luyện. Bề mặt của các bộ phận được bão hòa carbon trong khoảng từ 0,8 đến 1% quá trình cacbon hóa, được thực hiện trong môi trường rắn, lỏng và khí. Đặc biệt, hỗn hợp than củi (60-90%) và muối bari cacbonat (BaCO3) và natri (NaCO3). Khi đốt nóng, cacbon trong than củi kết hợp với oxy trong không khí tạo thành cacbon monoxit (CO), chất này bị phân hủy tạo thành cacbon nguyên tử khuếch tán vào thành phần: 2COCO2 + Cnguyên tử. Với sự gia tăng nhiệt độ và thời gian giữ, độ dày của lớp xi măng tăng lên, độ sâu của nó đạt 0,5-2 mm cho mỗi 0,1 mm chiều dày lớp, cần phơi trong khoảng 1 giờ. Trong sản xuất hàng loạt và quy mô lớn, tốt kết quả thu được bằng cách thấm cacbon bằng khí trong các lò kín đặc biệt. So với thấm cacbon trong bộ chế hòa khí rắn, thấm cacbon bằng khí giúp tăng tốc độ của quá trình, tăng năng suất thiết bị và năng suất lao động. Sau khi thấm cacbon, các bộ phận được xử lý nhiệt để đảm bảo độ cứng bề mặt cao, hiệu chỉnh cấu trúc quá nhiệt và loại bỏ mạng cacbua trong lớp cacbon. Làm cứng được thực hiện ở nhiệt độ + 780-850 ° C, tiếp theo là ủ ở + 150-200 ° C. Nitrocarburizing được gọi là quá trình xử lý nhiệt hóa học, trong đó có sự bão hòa đồng thời các lớp bề mặt của sản phẩm thép với carbon và nitơ trong môi trường khí. Sau khi thấm cacbon, các bộ phận được làm cứng và sau đó được ủ ở nhiệt độ từ +160 đến +180 °C. Độ cứng của lớp làm cứng bề mặt và lớp nitrocarburized là 60-62 HRC. Nitrocarburizing kết hợp các quá trình cacbon hóa khí và nitơ lưu động. Hỗn hợp khí bao gồm endogas, lên đến 13% khí tự nhiên và lên đến 8% amoniac. Bộ chế hòa khí lỏng - triethanolamine - được đưa vào không gian làm việc của lò trục dưới dạng giọt. Đối với thép hợp kim, quá trình nitrocarburizing được thực hiện trong môi trường có lượng amoniac tối thiểu - lên tới 3%. 7. Xử lý nhiệt hóa học: thấm nitơ, thấm nitơ ion Xử lý nhiệt hóa học - thấm nitơ được sử dụng để tăng độ cứng bề mặt của các bộ phận khác nhau - bánh răng, ống bọc, trục, v.v. Thấm nitơ - thao tác cuối cùng trong quy trình công nghệ chế tạo chi tiết. Trước khi thấm nitơ, xử lý nhiệt và cơ học hoàn chỉnh và thậm chí mài được thực hiện; sau khi thấm nitơ, chỉ được phép hoàn thiện với việc loại bỏ kim loại lên đến 0,02 mm mỗi mặt. Thấm nitơ được gọi là xử lý nhiệt hóa học, trong đó xảy ra bão hòa khuếch tán của lớp bề mặt với nitơ. Kết quả của quá trình thấm nitơ mang lại những điều sau: độ cứng cao của lớp bề mặt (lên đến 72 HRC), độ bền mỏi cao, khả năng chịu nhiệt, biến dạng tối thiểu, khả năng chống mài mòn và ăn mòn cao. Thấm nitơ được thực hiện ở nhiệt độ từ +500 đến +520 ° C trong 8-9 giờ, độ sâu của lớp thấm nitơ là 0,1-0,8 mm. Khi kết thúc quá trình thấm nitơ, các bộ phận được làm mát đến + 200-300 ° C cùng với lò trong dòng amoniac, sau đó trong không khí. Lớp bề mặt không dễ bị ăn mòn. Sâu hơn nó là một cấu trúc giống như sorbite. Quá trình thấm nitơ lỏng trong muối xyanua nóng chảy được sử dụng rộng rãi trong công nghiệp. Độ dày của lớp thấm nitơ là 0,15-0,5 mm. Lớp thấm nitơ không dễ bị gãy giòn. Độ cứng của lớp thấm nitơ của thép carbon - lên tới 350 HV, hợp kim - lên tới 1100 HV. Nhược điểm của quy trình là độc tính và chi phí muối xyanua cao. Trong một số ngành công nghiệp, thấm nitơ ion được sử dụng, phương pháp này có một số ưu điểm so với thấm nitơ khí và lỏng. Quá trình thấm nitơ ion được thực hiện trong một hộp kín, trong đó tạo ra bầu không khí chứa nitơ hiếm. Với mục đích này, nitơ tinh khiết, amoniac hoặc hỗn hợp nitơ và hydro được sử dụng. Các bộ phận đặt bên trong bình chứa được nối với cực âm của một nguồn có suất điện động không đổi, đóng vai trò là catốt. Cực dương là phần thân của bình chứa. Một điện áp cao (500-1000 V) được bật giữa cực dương và cực âm - xảy ra quá trình ion hóa khí. Kết quả là các ion nitơ tích điện dương chạy về cực âm - cực âm. Cường độ điện trường cao được tạo ra gần cực âm. Động năng cao do các ion nitơ sở hữu biến thành năng lượng nhiệt. Bộ phận trong thời gian ngắn (15-30 phút) được nung nóng đến +470 đến +580 °C, nitơ khuếch tán sâu vào kim loại, tức là thấm nitơ. So với thấm nitơ trong lò nung, thấm nitơ ion có thể giảm tổng thời gian của quá trình xuống 2-3 lần, giảm sự biến dạng của các bộ phận do gia nhiệt đồng đều. Thấm nitơ ion cho thép và hợp kim chống ăn mòn đạt được mà không cần xử lý khử thụ động bổ sung. Độ dày lớp thấm nitơ từ 1 mm trở lên, độ cứng bề mặt 500-1500 HV. Thấm nitơ ion được áp dụng cho các bộ phận của máy bơm, kim phun, vít me của máy công cụ, trục và nhiều bộ phận khác. LECTURE số 9. Phân loại thép và mục đích của chúng 1. Thép kết cấu cacbon và hợp kim: mục đích, xử lý nhiệt, tính chất Thép kết cấu carbon chất lượng cao được sử dụng để sản xuất các sản phẩm cán, vật rèn, thép hiệu chuẩn, thép bạc, thép hình, khuôn dập và phôi. Các loại thép này là nguyên liệu chính để sản xuất các bộ phận máy như trục, trục quay, vít, đai ốc, chốt chặn, thanh truyền, xi lanh thủy lực, đĩa xích, tức là các bộ phận có mức độ tải khác nhau. Nhiều loại xử lý nhiệt đặc biệt khác nhau của thép carbon được thực hiện để cung cấp các thông số cần thiết về độ nhớt, độ đàn hồi và độ cứng. Cuối cùng, quá trình xử lý nhiệt của các loại thép và bộ phận này giúp tăng khả năng chống mài mòn và độ tin cậy của chúng. Thép kết cấu carbon chất lượng cao có tính chất cơ học cao hơn so với thép chất lượng thông thường, do hàm lượng phốt pho, lưu huỳnh và các tạp chất phi kim loại khác trong đó thấp hơn. Theo các loại xử lý, thép kết cấu carbon được chia thành thép cán nóng, rèn, hiệu chuẩn và bạc (với bề mặt hoàn thiện đặc biệt). Tùy thuộc vào trạng thái của vật liệu, các loại thép này được sản xuất mà không cần xử lý nhiệt, được xử lý nhiệt (T) và tôi luyện (H). Theo mục đích của thép kết cấu carbon cán nóng và rèn được chia thành các nhóm nhỏ: "a" - để tạo hình nóng; "b" - để gia công bằng cách cắt trên máy công cụ; "in" - để vẽ nguội. hợp kim hóa Thép được gọi là thép, ngoài các tạp chất thông thường (mangan, silic, lưu huỳnh và phốt pho), còn chứa một số nguyên tố đặc biệt được đưa vào thép trong quá trình nấu chảy để có được các đặc tính mong muốn. Những phần tử này được gọi là hợp kim hóa. Niken, crom, vonfram, molypden, titan, vanadi, nhôm thường được sử dụng làm nguyên tố hợp kim. Thép hợp kim kết cấu được chia thành thép cán nóng, rèn, hiệu chuẩn và bạc, được sử dụng ở trạng thái xử lý nhiệt. Thép cán nóng và thép rèn được cung cấp cả ở trạng thái được xử lý nhiệt (ủ, tôi luyện cao, chuẩn hóa hoặc chuẩn hóa với quá trình tôi luyện cao), và không qua xử lý nhiệt, thép hiệu chuẩn và thép bạc - được gia công cứng hoặc xử lý nhiệt (ủ, tôi luyện, chuẩn hóa, làm cứng bằng tôi luyện). Tiêu chuẩn (GOST) cung cấp cho việc sản xuất và sản xuất 13 nhóm thép hợp kim kết cấu, mỗi nhóm được đặt tên theo nguyên tố hợp kim chiếm ưu thế trong đó. Ví dụ, thép hợp kim crom - 15X, 15Xa, 20X, 30X, 30XPA, 35X, 38XA, 40X, 45X, 50X; những loại thép này được sử dụng để sản xuất các bộ phận, cùng với khả năng chống mài mòn cao, yêu cầu biến dạng tối thiểu trong quá trình xử lý nhiệt, các bộ phận được cải tiến và làm cứng hoạt động ở tốc độ trung bình và áp suất riêng cao (bánh răng, vòng, giá đỡ bánh răng, v.v.), các bộ phận chịu tải của ô tô và máy kéo, cũng như các bộ phận lớn đòi hỏi độ cứng cao và độ bền tổng thể tăng lên. 2. Thép chống ăn mòn Thép chống ăn mòn - Đây là thép không gỉ và hợp kim có khả năng chống ăn mòn điện hóa và hóa học (khí quyển, đất, kiềm, axit, muối), ăn mòn giữa các hạt và ăn mòn ứng suất. Những loại thép này bao gồm các loại sau: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). Chúng được sử dụng để sản xuất các bộ phận tăng độ dẻo, chịu tải trọng va đập (van ép thủy lực), các bộ phận hoạt động trong môi trường hơi xâm thực (kết tủa trong khí quyển, trong dung dịch nước của muối, axit hữu cơ); Khả năng chống ăn mòn cao được đảm bảo sau khi xử lý nhiệt và đánh bóng. Mác thép 14Kh14N12 (1Kh17N2, EI268) được sử dụng chủ yếu trong ngành công nghiệp hóa chất và hàng không; sở hữu tính chất công nghệ khá khả quan. Mác thép 15X25T (X25T, EI439) được dùng trong sản xuất các thiết bị trao đổi nhiệt (ống, bích nối, van, vòi) hoạt động trong môi trường xâm thực; được sử dụng thay thế cho loại thép 12X18M10T trong sản xuất các kết cấu hàn hoạt động trong môi trường khắc nghiệt hơn so với khuyến nghị cho loại thép 08X17T; không nên sử dụng loại thép này (15X25T) ở nhiệt độ +400-700 °C. 08X21N6M2T được sử dụng để sản xuất các bộ phận và kết cấu hàn hoạt động trong môi trường có tính xâm thực cao - axit axetic, sunfat và phốt phát; các loại 10Kh17N13M2T, 10Kh17N13M3T được sử dụng để sản xuất các cấu trúc hàn hoạt động dưới tác dụng của axit photphoric, sunfuric và axetic 10% sôi, cũng như trong môi trường axit sunfuric. Trong một số đơn vị cơ chế, vòng bi hoạt động trong môi trường khắc nghiệt và ở nhiệt độ cao. Các cụm này chủ yếu sử dụng thép không gỉ 95×18. Cấu trúc vi mô của thép chống ăn mòn 95 × 18 là mactenxit hình kim và cacbua dư thừa, và cấu trúc vi mô của thép 11 × 18 M tương tự là mactenxit tinh thể mịn và cacbua dư thừa, nhưng mactenxit hình kim trong thép 11 × 18 M là không được phép. Trong trường hợp ổ trục hoạt động ở nhiệt độ từ -200 °C đến +120 °C, sự kết hợp tốt nhất giữa các đặc tính cơ học và chống ăn mòn của thép được sử dụng diễn ra trong chế độ xử lý nhiệt sau: gia nhiệt - lên đến +350 °C, gia nhiệt lần cuối ở +1070 °C ± 20 °C, tôi - trong dầu có nhiệt độ từ +30 đến +60 °C, xử lý lạnh - ở -70 °C và tôi luyện - từ +150 đến +160 °C . Như thực tiễn ứng dụng lâu dài trong các ngành công nghiệp khác nhau đã cho thấy, khả năng chống ăn mòn của thép phụ thuộc vào nhiều yếu tố: 1) từ các nguyên tố hợp kim được sử dụng - crom, niken, nhôm, titan, molypden, sự kết hợp và tỷ lệ phần trăm của chúng trong hợp kim; ví dụ, thép crom-molypden mới và crom-molypden-vanadi loại 15XM, 20XM, 30X3MF, 40XMFA có đặc tính chống ăn mòn cao; 2) từ xử lý nhiệt hoặc hóa chất-nhiệt; 3) về chất lượng xử lý bề mặt của thép và các bộ phận hoạt động trong môi trường khắc nghiệt (theo quy luật, bề mặt "gương" có khả năng chống ăn mòn cao hơn bề mặt nhám). 3. Thép và hợp kim chịu nhiệt Thép và hợp kim chịu nhiệt thuộc nhóm thứ ba của thép hợp kim cao. Cấu trúc vi mô của chúng sau khi xử lý nhiệt phải bao gồm mactenxit tiềm ẩn và mịn hoặc mactenxit dạng thấu kính và các cacbua dư thừa của các nguyên tố hợp kim (MoC, CrC, NiC, v.v.). Thép và hợp kim chịu nhiệt bao gồm: 1) 40X9C2. Nó được sử dụng để sản xuất van động cơ và ốc vít hoạt động ở nhiệt độ cao - khoảng +1000 ° C; 2) X1560-N. Nó được sử dụng để sản xuất các phần tử sưởi ấm (nhiệt độ hoạt động của các phần tử sưởi ấm là + 1000-1300 ° C); 3) Kh20N80, Kh20N80-VI (nấu chảy bằng phương pháp cảm ứng chân không); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Các hợp kim này được sử dụng để sản xuất cảm biến nhiệt độ và các phần tử nhạy cảm với nhiệt độ, dây và băng cho lò sưởi, thiết bị nhiệt điện, microwire cho điện trở không quan trọng; các hợp kim này hoạt động trong phạm vi từ +1000 đến +1300 ° C. Để thép và hợp kim chịu nhiệt cũng bao gồm các nhãn hiệu sau: 1) KhN60Yu. Nó được sử dụng để sản xuất các bộ phận tuabin (từ kim loại tấm) hoạt động ở ứng suất vừa phải, cũng như các thiết bị gia nhiệt điện trở; 2) 20X23H18. Nó được sử dụng để sản xuất các bộ phận máy móc cho ngành công nghiệp hóa chất và dầu mỏ, van đóng ngắt cho đường ống dẫn khí, buồng đốt, cũng như các thiết bị gia nhiệt điện trở; 3) 09X16N15M3B. Nó được sử dụng trong sản xuất đường ống quá nhiệt và đường ống áp suất cao; 4) 12X18H10T, 12X18H12T, 12X18H9T. Chúng được sử dụng để sản xuất các bộ phận của hệ thống xả và đường ống (từ các sản phẩm dạng tấm và dài), thép 12X18H12T hoạt động ổn định hơn thép của nhãn hiệu 12X18H10T; 5) 40X15N7G7F2MS. Nó được sử dụng để sản xuất ốc vít hoạt động ở nhiệt độ +650 ° C. Khả năng chịu nhiệt của thép và hợp kim phụ thuộc vào thành phần của các nguyên tố hợp kim, sự kết hợp và nồng độ của chúng. GOST 5632-72 khuyến nghị phạm vi nhiệt độ tối ưu mà tại đó các bộ phận làm bằng thép và hợp kim chịu nhiệt hoạt động đáng tin cậy nhất. Ngoài ra, tiêu chuẩn cho từng loại thép hoặc hợp kim cho biết nhiệt độ bắt đầu hình thành cặn cường độ cao và tuổi thọ của các bộ phận làm từ chúng - ngắn hạn, hạn chế, dài hạn và rất dài. Trong một thời gian ngắn hoạt động, tuổi thọ của một bộ phận có điều kiện lên đến 100 giờ, giới hạn - lên đến 1000 giờ, dài - lên đến 10 giờ và rất dài - lên đến 000 giờ. Hợp kim chịu nhiệt là hợp kim và độ chính xác cao. Hợp kim chính xác được đặc trưng bởi độ tinh khiết cao của các thành phần, tỷ lệ chính xác của chúng. Việc đánh dấu các hợp kim chính xác hơi khác so với việc đánh dấu thép hợp kim và hợp kim. GOST 10994-74 quy định thành phần hóa học, tính chất vật lý cơ bản và ứng dụng của từng hợp kim. Các hợp kim chính xác ở nhiệt độ cao đã được liệt kê ở trên và các lĩnh vực ứng dụng của chúng đã được chỉ định - N50K10, Kh13Yu4, OH23Yu5, Kh15N60-N, v.v. 4. Vật liệu công cụ: công cụ và thép tốc độ cao Thép hợp kim công cụ được sử dụng để sản xuất các công cụ cắt và đo lường, cũng như tem. Thép dùng để sản xuất dụng cụ cắt (máy cắt, máy khoan, máy cắt, v.v.) phải có độ cứng cao (HRC l 62) và chống mài mòn. Nếu quá trình cắt được thực hiện trong điều kiện khó khăn - tốc độ cắt cao, gia công kim loại cứng, phần lớn phoi bị loại bỏ - thì năng lượng cơ học đáng kể sẽ được tiêu hao, kèm theo đó là sự nóng lên mạnh mẽ của lưỡi cắt của dụng cụ. Do đó, thép dùng để chế tạo dụng cụ phải có độ cứng và khả năng chịu nhiệt cao (hay độ cứng đỏ). Thép được sử dụng để chế tạo khuôn phải có sự kết hợp giữa độ cứng và độ dẻo dai, cũng như khả năng chịu nhiệt (khả năng chống lại sự thay đổi đột ngột về nhiệt độ dưới dạng chống lại các vết nứt do lửa). Thép hợp kim công cụ chứa các nguyên tố tạo cacbua: crom, vonfram, molypden, mangan, vanadi. Những loại thép này có tốc độ nguội chậm hơn trong quá trình đông cứng, do đó giảm nguy cơ nứt, biến dạng và cong vênh. Thép được cung cấp ở dạng cán nóng, rèn, hiệu chuẩn và mài (bạc). Tiêu chuẩn cung cấp hai nhóm và năm nhóm con của thép hợp kim dụng cụ. Hàm lượng của cả lưu huỳnh và phốt pho trong chúng không được vượt quá 0,03% và hàm lượng lưu huỳnh trong thép thu được bằng cách nấu chảy xỉ điện không được vượt quá 0,015%. Thép dùng cho dụng cụ cắt và đo được chế tạo với độ cứng nông (7HF, 8HF 11HF) và độ tôi cứng sâu (9X1, X, 12X1, 9XS, 8GS, 8X6NFT). Các loại thép này làm vòi khuôn, mũi khoan, dao phay, lưỡi cưa sắt, thước đo, khuôn mẫu, v.v... Thép công cụ tốc độ cao có tên như vậy vì các công cụ làm từ chúng có thể hoạt động ở tốc độ cắt cao mà không làm mất đi các đặc tính của chúng. Một đặc tính đáng chú ý của thép tốc độ cao là độ cứng đỏ cao, tức là khả năng duy trì độ cứng và khả năng cắt cao khi được nung nóng đến 600-650 ° C. Độ cứng của màu đỏ được quyết định chủ yếu bởi hai yếu tố: thành phần hóa học và nhiệt luyện. Thép tốc độ cao có thành phần hóa học phức tạp. Nguyên tố hợp kim quan trọng nhất của chúng là vonfram (6-18%), cũng như vanadi (1-5%). Ngoài ra, tất cả các loại thép tốc độ cao đều bao gồm crom (3-4,5%), phần lớn hòa tan trong mạng tinh thể sắt. Để cung cấp cho thép tốc độ cao các đặc tính cắt cao, chúng phải được xử lý nhiệt theo một chế độ đặc biệt. Tiêu chuẩn quy định việc sản xuất 14 loại thép tốc độ cao, được chia thành hai nhóm một cách có điều kiện: nhóm thứ nhất - thép không chứa coban, nhóm thứ hai - thép chứa lượng coban và vanadi tăng lên. Các loại thép tốc độ cao - R18, R12, R9, R6M3, R9K5. LECTURE số 10. Hợp kim cứng và siêu cứng 1. Carbide và cắt gốm sứ Hợp kim cứng và sứ cắt được thu được bằng phương pháp luyện kim bột. Luyện kim bột là một lĩnh vực công nghệ bao gồm một tập hợp các phương pháp sản xuất bột kim loại từ các hợp chất, bán thành phẩm và sản phẩm giống kim loại, cũng như từ hỗn hợp của chúng với bột phi kim loại mà không làm tan chảy thành phần chính. Nguyên liệu thô cho hợp kim cứng và gốm kim loại - bột - thu được bằng phương pháp hóa học hoặc cơ học. Tạo khoảng trống (sản phẩm) được thực hiện ở trạng thái lạnh hoặc khi được làm nóng. Tạo hình nguội xảy ra trong quá trình ép dọc trục trên máy ép cơ học và thủy lực hoặc dưới áp suất chất lỏng trên lớp vỏ đàn hồi mà bột được đặt vào (phương pháp thủy tĩnh). Bằng cách ép nóng trong khuôn dưới búa (ép động) hoặc bằng phương pháp tĩnh khí trong các thùng chứa đặc biệt, do áp suất (15-400 nghìn Pa) của khí nóng, các sản phẩm thu được từ vật liệu thiêu kết kém - hợp chất chịu lửa được sử dụng để sản xuất hợp kim cứng và gốm kim loại. Thành phần của các hợp chất chịu lửa thiêu kết như vậy (hợp kim giả) bao gồm các thành phần phi kim loại - than chì, alumina, cacbua, mang lại cho chúng những đặc tính đặc biệt. Trong ngành công nghiệp công cụ, hợp kim nung kết cứng và gốm kim loại cắt (kim loại + các thành phần phi kim loại) được sử dụng rộng rãi. Theo nội dung của các thành phần chính bột trong hỗn hợp hợp kim cứng thiêu kết được chia thành ba nhóm vonfram, titan-vonfram và titan-tantali-vonfram, theo lĩnh vực ứng dụng - trên hợp kim để gia công vật liệu bằng cách cắt, trang bị cho các công cụ khai thác, để làm bề mặt các bộ phận máy, dụng cụ và đồ đạc nhanh mòn. Tính chất cơ lý của hợp kim cứng: cường độ uốn cuối cùng - 1176-2156 MPa (120-220 KGS / mm 2), mật độ - 9,5-15,3 g / cm 3, độ cứng - 79-92 HRA. Hợp kim cứng để gia công kim loại không phoi, phủ bề mặt các bộ phận của máy móc, dụng cụ và đồ đạc bị mài mòn nhanh: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. Trong ký hiệu của các loại hợp kim cứng, chữ "K" có nghĩa là - coban, "B" - cacbua vonfram, "T" - cacbua titan và tantalum; các số liệu tương ứng với tỷ lệ bột của các thành phần có trong hợp kim. Ví dụ, hợp kim VK3 chứa 3% coban, phần còn lại là cacbua vonfram. Sự thiếu hụt vonfram đòi hỏi sự phát triển của các hợp kim cứng không chứa vonfram có tính chất cơ bản không thua kém các hợp kim thiêu kết dựa trên cacbua vonfram. Hợp kim kim loại cứng không chứa vonfram và crom-cacbua được sử dụng trong kỹ thuật cơ khí để sản xuất khuôn vẽ, khuôn vẽ, để phun khác nhau, bao gồm vật liệu mài mòn, vật liệu, bộ phận ma sát hoạt động ở nhiệt độ lên đến 900 ° C, dụng cụ cắt để gia công kim loại màu. 2. Vật liệu siêu cứng Ba loại vật liệu siêu cứng (SHM) hiện đang được sử dụng trong các ngành công nghiệp khác nhau, bao gồm chế tạo máy, để sản xuất các công cụ cắt khác nhau: kim cương tự nhiên, kim cương tổng hợp đa tinh thể và vật liệu tổng hợp dựa trên boron nitrit (elbor). Kim cương tự nhiên và tổng hợp có các đặc tính độc đáo như độ cứng cao nhất (HV 10 kgf / mm 2), chúng có rất nhỏ: hệ số giãn nở tuyến tính và hệ số ma sát; cao: dẫn nhiệt, chống dính và chống mài mòn. Nhược điểm của kim cương là độ bền uốn thấp, độ giòn và khả năng hòa tan trong sắt ở nhiệt độ tương đối thấp (+750 ° C), điều này ngăn cản việc sử dụng chúng để gia công thép và hợp kim sắt-cacbon ở tốc độ cắt cao, cũng như cắt đứt và rung . Tự nhiên kim cương được sử dụng ở dạng tinh thể được cố định trong thân kim loại của máy cắt. Kim cương tổng hợp loại ASB (balas) và ASPK (carbonado) có cấu trúc tương tự như kim cương tự nhiên. Chúng có cấu trúc đa tinh thể và có đặc tính độ bền cao hơn. Kim cương tự nhiên và tổng hợp được sử dụng rộng rãi trong chế biến hợp kim đồng, nhôm và magiê, kim loại quý (vàng, bạc), titan và hợp kim của nó, vật liệu phi kim loại (nhựa, textolite, sợi thủy tinh), cũng như hợp kim cứng và gốm sứ. Kim cương tổng hợp So với những con tự nhiên, chúng có một số lợi thế do sức mạnh và đặc tính năng động cao hơn. Chúng không chỉ có thể được sử dụng để tiện mà còn có thể được sử dụng để phay. Tổng hợp là một vật liệu siêu cứng dựa trên nitrua boron khối, được sử dụng để sản xuất các dụng cụ cắt có lưỡi. Về độ cứng, composite tiếp cận kim cương, vượt trội hơn đáng kể về khả năng chịu nhiệt và trơ hơn đối với kim loại đen... Điều này quyết định lĩnh vực ứng dụng chính của nó - gia công thép và gang cứng. Công nghiệp sản xuất các loại STM chính sau: composite 01 (elbor - R), composite 02 (belbor), composite 05 và 05I và composite 09 (PTNB - NK). Vật liệu tổng hợp 01 và 02 có độ cứng cao (HV 750 kgf / mm 2), nhưng độ bền uốn thấp (40-50 kg / mm 2). Lĩnh vực ứng dụng chính của chúng là tiện tinh và hoàn thiện các bộ phận làm bằng thép cứng có độ cứng HRC 55-70, gang có độ cứng bất kỳ và hợp kim cứng cấp VK 15, VK 20 và VK 25 (HP ^ 88-90), với tốc độ nạp lên tới 0,15 mm / vòng và độ sâu cắt 0,05-0,5 mm. Vật liệu tổng hợp 01 và 02 cũng có thể được sử dụng để phay thép cứng và gang, mặc dù có tải trọng tác động, điều này được giải thích là do động lực phay thuận lợi hơn. Composite 05 chiếm vị trí trung gian về độ cứng giữa composite 01 và composite 10, cường độ xấp xỉ bằng composite 01. Composite 09 và 10 có cường độ uốn xấp xỉ nhau (70-100 kgf/mm 2). 3. Vật liệu của dụng cụ mài mòn Chất mài mòn chia thành tự nhiên và nhân tạo. Loại thứ nhất bao gồm thạch anh, đá nhám, corundum và kim cương, trong khi loại thứ hai bao gồm electrocorundum, cacbua silic, cacbua bo, nitrit boron khối và kim cương tổng hợp. Thạch anh (P) là vật liệu chủ yếu bao gồm silica tinh thể (98,5 ... 99,5% SiO2). Nó được sử dụng để sản xuất da mài mòn trên cơ sở giấy và vải ở dạng hạt mài ở trạng thái tự do. Emery (Н) - alumin tinh thể mịn (25… 60% Al2 O3) xám đen và đen với hỗn hợp oxit sắt và silicat. Được thiết kế để sản xuất vải nhám và thanh. Corundum (E và ESB) - một khoáng chất chủ yếu bao gồm alumin kết tinh (80.95% Al2 O3) và một lượng nhỏ các khoáng chất khác, bao gồm cả những khoáng chất có liên quan đến mặt hóa học với Al2 O3. Hạt Corundum cứng và khi bị vỡ sẽ tạo thành một vết đứt gãy hình chóp với các cạnh sắc. Corundum tự nhiên có hạn chế sử dụng và được sử dụng chủ yếu ở dạng bột và bột nhão cho các hoạt động hoàn thiện (đánh bóng). Kim cương (A) là một khoáng chất là cacbon nguyên chất. Nó có độ cứng cao nhất trong tất cả các chất được biết đến trong tự nhiên. Dụng cụ cắt một lưỡi và bút chì kim loại kim cương để mài đá mài được làm từ tinh thể và các mảnh vỡ của chúng. Có bốn loại điện tử: 1) electrocorundum bình thường 1A, được nấu chảy từ bauxite, các loại của nó - 12A, 13A, 14A, 15A, 16A; 2) màu trắng, nấu chảy từ alumin, các giống của nó - 22A, 23A, 24A, 25A; 3) hợp kim điện vỏ nấu chảy từ alumin với các chất phụ gia khác nhau: crom 3A với các loại 32A, 33A, 34A và titan 3A với loại 37A; 4) Monocorundum A4, được nấu chảy từ bôxit với sắt sunfua và một chất khử, sau đó cô lập các đơn tinh thể corundum. Electrocorundum bao gồm nhôm oxit Al 2 O 3 và một số tạp chất. Cacbua silic - hợp chất hóa học của silic với cacbon (SiC). Nó có độ cứng và độ giòn cao hơn. so với electrocorundum. Tùy thuộc vào tỷ lệ phần trăm của cacbua silic, vật liệu này có các màu xanh lục (6C) và đen (5C). Loại đầu tiên chứa ít nhất 97% silicon. Loại thứ hai (màu đen) được sản xuất bởi các giống sau: 52C, 53C, 54C và 55C. Các công cụ mài mòn khác nhau (ví dụ, bánh mài) được làm từ các hạt cacbua silic màu xanh lá cây để gia công hợp kim cứng và vật liệu phi kim loại, và các dụng cụ (đá mài) được làm từ các hạt cacbua silic đen để gia công các sản phẩm gang, kim loại màu và để mài các dụng cụ cắt (máy cắt, máy khoan, v.v.). Boron nitride khối (KNB) - một hợp chất của bo, silic và cacbon. CBN có độ cứng và khả năng mài mòn tương tự như kim cương. Kim cương tổng hợp (AS) có cấu trúc tương tự như tự nhiên. Các tính chất vật lý và cơ học của kim cương tổng hợp loại tốt tương tự như kim cương tự nhiên. Kim cương tổng hợp được sản xuất theo năm cấp ASO, ACP, ASK, DIA, ACC. LECTURE số 11. Hợp kim kim loại màu 1. Kim loại màu và hợp kim, tính chất và mục đích của chúng Các đặc tính quý giá của kim loại màu đã dẫn đến việc chúng được sử dụng rộng rãi trong các ngành sản xuất hiện đại khác nhau. Đồng, nhôm, kẽm, magiê, titan và các kim loại khác và hợp kim của chúng là những vật liệu không thể thiếu cho các ngành sản xuất dụng cụ và điện, máy bay và điện tử vô tuyến, các ngành công nghiệp hạt nhân và vũ trụ. Kim loại màu có một số đặc tính quý giá: dẫn nhiệt cao, tỷ trọng rất thấp (nhôm và magie), nhiệt độ nóng chảy rất thấp (thiếc, chì), chống ăn mòn cao (titan, nhôm). Hợp kim nhôm với các nguyên tố hợp kim khác được sử dụng rộng rãi trong các ngành công nghiệp khác nhau. Các hợp kim dựa trên magiê được đặc trưng bởi mật độ thấp, độ bền riêng cao và được gia công tốt bằng cách cắt. Họ đã tìm thấy ứng dụng rộng rãi trong kỹ thuật cơ khí và đặc biệt là trong ngành công nghiệp máy bay. Đồng kỹ thuật, chứa không quá 0,1% tạp chất, được sử dụng cho các loại dây dẫn hiện nay. Các hợp kim đồng Theo thành phần hóa học của chúng, chúng được phân loại thành đồng thau và đồng thau. Đến lượt nó thau Theo thành phần hóa học, chúng được chia thành những loại đơn giản, chỉ hợp kim với kẽm, và những loại đặc biệt, ngoài kẽm, còn chứa chì, thiếc, niken và mangan là các nguyên tố hợp kim. Tiền đồng cũng được chia thành thiếc và không thiếc. Đồng nhỏ có độ bền cao, chống ăn mòn và chống ma sát tốt. Magiê được sử dụng rộng rãi trong luyện kim, với sự trợ giúp của quá trình khử oxy và khử lưu huỳnh của một số kim loại và hợp kim, biến đổi gang xám để thu được than chì hình cầu, sản xuất kim loại khó phục hồi (ví dụ, titan), hỗn hợp bột magiê với chất oxy hóa được sử dụng để chế tạo ánh sáng và tên lửa cháy trong công nghệ máy bay phản lực và pháo hoa. Các đặc tính của magiê được cải thiện rất nhiều bằng cách tạo hợp kim. Nhôm và kẽm với phần khối lượng lên đến 7% làm tăng tính chất cơ học của nó, mangan cải thiện khả năng chống ăn mòn và khả năng hàn, zirconium, được đưa vào hợp kim cùng với kẽm, tinh chế hạt (trong cấu trúc hợp kim), tăng tính chất cơ học và ăn mòn Sức cản. Đúc đúc được làm từ hợp kim magiê, cũng như bán thành phẩm - tấm, tấm, thanh, thanh, ống, dây. Magie công nghiệp thu được bằng phương pháp điện phân từ magnesit, dolomit, carnalit, nước biển và các chất thải sản xuất khác nhau theo sơ đồ thu được muối magie khan tinh khiết, điện phân các muối này ở trạng thái nóng chảy và tinh chế magie. Trong ngành công nghiệp thực phẩm, lá nhôm đóng gói và hợp kim của nó được sử dụng rộng rãi - để gói bánh kẹo và các sản phẩm từ sữa, và đồ dùng bằng nhôm cũng được sử dụng với số lượng lớn (bếp, khay, bồn tắm, v.v.). 2. Hợp kim đồng Đồng là một trong những kim loại được biết đến từ thời cổ đại. Việc con người sớm làm quen với đồng được tạo điều kiện thuận lợi bởi thực tế là nó xuất hiện trong tự nhiên ở trạng thái tự do ở dạng cốm, đôi khi đạt kích thước đáng kể. Hiện nay, đồng được sử dụng rộng rãi trong kỹ thuật điện, xây dựng đường dây điện, sản xuất thiết bị điện báo và điện thoại, thiết bị phát thanh và truyền hình. Đồng được sử dụng để làm dây điện, dây cáp, lốp xe và các sản phẩm dẫn điện khác. Đồng có tính dẫn điện và dẫn nhiệt cao, dẻo dai và chống ăn mòn. Tính chất vật lý của nó là do cấu trúc. Nó có một mạng không gian tập trung vào mặt khối. Điểm nóng chảy của nó là +1083 ° C, điểm sôi là +2360 ° C. Độ bền kéo trung bình phụ thuộc vào loại xử lý và nằm trong khoảng từ 220 đến 420 MPa (22-45 kgf / mm 2), độ giãn dài tương đối - 4-60%, độ cứng - 35-130 HB, mật độ - 8,94 g/cm 3. Sở hữu các đặc tính vượt trội, đồng, đồng thời là vật liệu kết cấu, không đáp ứng các yêu cầu của kỹ thuật cơ khí, do đó nó được hợp kim hóa, nghĩa là các kim loại như kẽm, thiếc, nhôm, niken và các kim loại khác được đưa vào hợp kim, do đó cải thiện các tính chất cơ học và công nghệ của nó. Ở dạng nguyên chất, đồng được sử dụng ở một mức độ hạn chế, rộng rãi hơn - ở dạng hợp kim của nó. Theo thành phần hóa học, hợp kim đồng được chia thành đồng thau, đồng thau và đồng-niken, theo mục đích công nghệ - thành có thể biến dạng, được sử dụng để sản xuất các sản phẩm bán thành phẩm (dây, tấm, dải, hồ sơ) và đúc, được sử dụng để đúc các bộ phận. Thau - hợp kim của đồng với kẽm và các thành phần khác. Đồng thau có chứa, ngoài kẽm, các nguyên tố hợp kim khác được gọi là phức hợp hoặc đặc biệt, và được đặt tên theo các thành phần hợp kim được giới thiệu, ngoài kẽm. Ví dụ: tompak L90 là đồng thau chứa 90% là đồng, còn lại là kẽm; đồng thau nhôm LA77-2 - 77% đồng, 2% nhôm, còn lại là kẽm, v.v. So với đồng, đồng thau có độ bền, khả năng chống ăn mòn và tính đàn hồi cao. Chúng được xử lý bằng cách đúc, áp lực và cắt. Các sản phẩm bán thành phẩm được làm từ chúng (tấm, băng, dải, ống ngưng tụ và bộ trao đổi nhiệt, dây, tem, van - vòi, van, huy chương và huy hiệu, sản phẩm nghệ thuật, nhạc cụ, ống thổi, vòng bi). Đồng là hợp kim dựa trên đồng trong đó thiếc, nhôm, berili, silic, chì, crom và các nguyên tố khác được sử dụng làm chất phụ gia. Đồng được chia nhỏ thành không chứa thiếc (BrA9Mts2L, v.v.), thiếc (BrO3ts12S5, v.v.), nhôm (BrA5, BrA7, v.v.), silic (BrKN1-3, BrKMts3-1), mangan (BrMts5), đồng berili (BrB2, BrFNT1,7, v.v.). Đồng được sử dụng để sản xuất van chặn (vòi, van), các bộ phận khác nhau hoạt động trong môi trường nước, dầu, hơi nước, phương tiện truyền thông hơi mạnh, nước biển. 3. Hợp kim nhôm Cái tên "nhôm" bắt nguồn từ chữ Latinh alumen - vì vậy từ 500 năm trước Công nguyên. e. được gọi là phèn nhôm, được sử dụng để khắc khi nhuộm vải và thuộc da. Xét về mức độ phổ biến trong tự nhiên, nhôm đứng thứ ba sau oxi và silic và đứng đầu trong số các kim loại. Xét về công dụng trong kỹ thuật, nó đứng thứ hai sau sắt. Nhôm không tồn tại ở dạng tự do, nó thu được từ các khoáng chất - bô xít, nephelin và alunit, trong khi alumin được sản xuất lần đầu tiên, sau đó nhôm thu được từ alumin bằng phương pháp điện phân. Các tính chất cơ học của nhôm thấp: độ bền kéo - 50-90 MPa (5-9 kgf / mm 2), độ giãn dài - 25-45%, độ cứng - 13-28 HB. Nhôm được hàn tốt, nhưng khó gia công, có độ co rút tuyến tính lớn - 1,8% Ở dạng nguyên chất, nhôm hiếm khi được sử dụng, chủ yếu là hợp kim của nó với đồng, magiê, silicon, sắt, v.v.. Nhôm và hợp kim của nó cần thiết cho máy bay và kỹ thuật cơ khí, đường dây điện, toa tàu điện ngầm và đường sắt. Hợp kim nhôm được chia thành đúc và rèn. Hợp kim nhôm đúc được sản xuất ở dạng thỏi - tinh chế và chưa tinh chế. Các hợp kim, trong ký hiệu của các loại có chữ "P", được dùng để sản xuất dụng cụ ăn uống. Các tính chất cơ học của hợp kim phụ thuộc vào thành phần hóa học và phương pháp sản xuất của chúng. Thành phần hóa học của các thành phần chính có trong hợp kim có thể được xác định theo cấp. Ví dụ, hợp kim AK12 chứa 12% silic, còn lại là nhôm; AK7M2P - 7% silicon, 2% đồng, còn lại là nhôm. Được sử dụng rộng rãi nhất trong các ngành công nghiệp khác nhau là hợp kim nhôm với silicon - silumin, được sản xuất theo bốn loại - SIL-00, STR-0, STR-1 và STR-2. Ngoài nhôm (cơ sở) và silicon (10-13%), hợp kim này bao gồm: sắt - 0,2-0,7%, mangan - 0,05-0,5%, canxi - 0,7-0,2%, titan - 0,05-0,2%, đồng - 0,03% và kẽm - 0,08%. Các bộ phận khác nhau của ô tô, máy kéo, ô tô khách được làm từ silumin. Các hợp kim rèn nhôm ở dạng thỏi, dùng để xử lý áp suất và để làm viền trong quá trình sản xuất các hợp kim nhôm khác, được tiêu chuẩn hóa theo các tiêu chuẩn nhất định. Hợp kim để xử lý áp lực bao gồm nhôm (cơ sở), các nguyên tố hợp kim (đồng - 5%, magiê - 0,1-2,8%, mangan - 0,1-0,7%, silicon - 0,8-2,2%, kẽm - 2-6,5% và một lượng nhỏ tạp chất khác). Nhãn hiệu của các hợp kim này: VD1, AVD1, AVD1-1, AKM, bán thành phẩm được làm từ hợp kim nhôm - tấm, dải, dải, tấm, thỏi, tấm. Ngoài ra, luyện kim màu tạo ra hợp kim chống ma sát nhôm được sử dụng để sản xuất các ổ trục đơn kim và lưỡng kim bằng cách đúc. Tùy thuộc vào thành phần hóa học, tiêu chuẩn quy định các cấp sau của các hợp kim này: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. Tiêu chuẩn cũng xác định các điều kiện hoạt động của các sản phẩm làm từ các hợp kim này: tải trọng từ 19,5 đến 39,2 MN / m2 (200-400 kgf / cm 2), nhiệt độ từ 100 đến 120 ° C, độ cứng - từ 200 đến 320 HB. 4. Hợp kim titan Titan - Kim loại màu trắng bạc. Nó là một trong những yếu tố phổ biến nhất trong tự nhiên. Trong số các nguyên tố khác về tỷ lệ phổ biến trong vỏ trái đất (0,61%), nó đứng thứ mười. Titan nhẹ (mật độ của nó là 4,5 g / cm 3), vật liệu chịu lửa (điểm nóng chảy 1665 ° C), rất bền và dễ uốn. Một màng oxit bền hình thành trên bề mặt của nó, do đó nó chống ăn mòn tốt trong nước ngọt và nước biển, cũng như trong một số axit. Ở nhiệt độ lên tới 882 °C, nó có một mạng hình lục giác xếp khít nhau; ở nhiệt độ cao hơn, nó có một khối lập phương đặt tâm vào vật thể. Các tính chất cơ học của tấm titan phụ thuộc vào thành phần hóa học và phương pháp xử lý nhiệt. Độ bền kéo của nó là 300-1200 MPa (30-120 KGS/mm 2), độ giãn dài - 4-10%. Các tạp chất có hại của titan là nitơ, cacbon, oxy và hydro. Chúng làm giảm độ dẻo và khả năng hàn, tăng độ cứng và độ bền, đồng thời làm giảm khả năng chống ăn mòn. Ở nhiệt độ trên 500 ° C, titan và các hợp kim của nó dễ bị ôxy hóa bằng cách hấp thụ hydro, gây ra hiện tượng lún (hiện tượng lõm hydro). Khi nung nóng trên 800 ° C, titan hấp thụ mạnh mẽ oxy, nitơ và hydro, khả năng này được sử dụng trong luyện kim để khử oxy hóa thép. Nó phục vụ như một nguyên tố hợp kim cho các kim loại màu khác và cho thép. Do những đặc tính đáng chú ý của chúng, titan và các hợp kim của nó được sử dụng rộng rãi trong chế tạo máy bay, tên lửa và đóng tàu. Bán thành phẩm được làm từ titan và các hợp kim của nó: tấm, ống, thanh và dây. Nguyên liệu công nghiệp chính để sản xuất titan là ilmenit, rutil, perovskite và cầune (titanite). Công nghệ sản xuất titan rất phức tạp, tốn nhiều thời gian và công sức: đầu tiên người ta sản xuất một miếng bọt biển titan, sau đó titan dễ uốn được sản xuất từ nó bằng cách nấu chảy lại trong lò chân không. titan bọt biển, thu được bằng phương pháp nhiệt magie, dùng làm nguyên liệu ban đầu để sản xuất hợp kim titan và các mục đích khác. Tùy thuộc vào thành phần hóa học và tính chất cơ học, các loại titan xốp sau đây được thiết lập theo tiêu chuẩn: TG-90, TG-100, TG-110, TG-120, TG-130. Trong ký hiệu của các thương hiệu, các chữ cái "TG" có nghĩa là - titan xốp, "Tv" - cứng, các con số có nghĩa là độ cứng Brinell. Titan xốp bao gồm các tạp chất: sắt - lên tới 0,2%, silicon - lên tới 0,04%, niken - lên tới 0,05%, carbon - lên tới 0,05%, clo - lên tới 0,12%, nitơ - lên tới 0,04%, oxy - lên tới 0,1%. Để sản xuất các sản phẩm bán thành phẩm khác nhau (tấm, ống, thanh, dây), titan và hợp kim titan được xử lý bằng áp suất được dự định. Tùy thuộc vào thành phần hóa học, tiêu chuẩn quy định các loại sau: VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT-7V, PT-1 m Thành phần chính: nhôm - 0,2-0,7%, mangan - 0,2-2%, molypden - 0,5-5,5. 0,8%, vanadi - 5,5-0,8%, zirconi - 3-0,5%, crom - 2,3-2%, thiếc - 3-0,15%, silic - 0,40-0,2%, sắt - 1,5-XNUMX%. Sắt, silicon và zirconi, tùy thuộc vào loại hợp kim, có thể là thành phần chính hoặc tạp chất. 5. Hợp kim kẽm Hợp kim kẽm-đồng - thau - được người Hy Lạp và Ai Cập cổ đại biết đến. Nhưng việc nấu chảy kẽm trên quy mô công nghiệp chỉ bắt đầu vào thế kỷ XNUMX. Kem - kim loại màu xanh xám nhạt, giòn ở nhiệt độ phòng và 200 ° C, khi nung đến 100-150 ° C nó trở nên dẻo. Theo tiêu chuẩn, kẽm được sản xuất và cung cấp ở dạng thỏi và khối nặng tới 25 kg. Tiêu chuẩn cũng thiết lập các loại kẽm và lĩnh vực ứng dụng của chúng: TsV00 (hàm lượng kẽm - 99,997%) - cho mục đích khoa học, thu được thuốc thử hóa học, sản xuất sản phẩm cho ngành điện; CVO (kẽm - 99,995%) - cho ngành công nghiệp in ấn và ô tô; TsV1, TsV (kẽm - 99,99%) - để sản xuất đúc áp lực nhằm sản xuất các bộ phận cho các mục đích đặc biệt quan trọng, để thu được oxit kẽm, bột kẽm và thuốc thử tinh khiết; ZOA (kẽm 99,98%), ZO (kẽm 99,975%) - để sản xuất các tấm kẽm, hợp kim kẽm được xử lý bằng áp suất, trắng, chữ ghép, để mạ kẽm nóng và mạ kẽm; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3 - cho các mục đích khác nhau. Hợp kim kẽm được sử dụng rộng rãi trong công nghiệp: đồng thau, đồng kẽm, hợp kim để tráng các sản phẩm thép khác nhau, để sản xuất tế bào mạ, in ấn, vv Hợp kim kẽm ở dạng thỏi để đúc được tiêu chuẩn hóa. Những hợp kim này được sử dụng trong ô tô và thiết bị đo đạc, cũng như trong các ngành công nghiệp khác. Tiêu chuẩn thiết lập các cấp của hợp kim, thành phần hóa học của chúng, các sản phẩm làm từ chúng được xác định: 1) TsAM4-10 - các bộ phận đặc biệt quan trọng; 2) TsAM4-1 - các bộ phận quan trọng; 3) TsAM4-1V - các bộ phận không quan trọng; 4) TsA4O - các bộ phận quan trọng có kích thước ổn định; 5) CA4 - các bộ phận không quan trọng với kích thước ổn định. Hợp kim chống ma sát kẽm, được thiết kế để sản xuất các sản phẩm đơn kim và lưỡng kim, cũng như bán thành phẩm, bằng cách đúc và xử lý áp suất được chuẩn hóa theo tiêu chuẩn. Các tính chất cơ học của hợp kim phụ thuộc vào thành phần hóa học của chúng: độ bền kéo δВ = 250-350 MPa (25-35 KGS / mm 2), độ giãn dài tương đối δ = 0,4-10%, độ cứng - 85-100 HB. Tiêu chuẩn thiết lập các loại của các hợp kim này, lĩnh vực ứng dụng và điều kiện làm việc của chúng: TsAM9-1,5L - đúc các lớp lót, ống lót và thanh trượt đơn kim loại; cho phép: tải - 10 MPa (100 kgf / cm 2), tốc độ trượt - 8 m / s, nhiệt độ 80 ° C; Nếu các bộ phận lưỡng kim loại thu được bằng cách đúc với sự có mặt của khung kim loại, thì tải trọng, tốc độ trượt và nhiệt độ có thể tăng lên đến 20 MPa (200 KGS / cm 2), 10 m/s và 100 °C, tương ứng: TsAM9-1,5 - thu được băng lưỡng kim (hợp kim kẽm với thép và duralumin) bằng cách cán, băng được dùng để sản xuất lớp lót bằng cách dập; cho phép: tải - lên tới 25 MPa (250 kgf / cm 2), tốc độ trượt - lên tới 15 m/s, nhiệt độ 100 °C; AM10-5L - đúc vòng bi và bạc lót, cho phép: tải trọng - 10 MPa (100 KGS/cm 2), tốc độ trượt - 8 m/s, nhiệt độ 80 °C. PHIẾU HỌC TẬP SỐ 12. Tính chất của vật liệu phi kim loại 1. Vật liệu phi kim loại Trở lại nửa sau của thế kỷ XNUMX. ở nước ta, việc sử dụng vật liệu phi kim loại trong các ngành công nghiệp và nền kinh tế quốc dân nói chung đã được chú trọng. Việc sản xuất nhiều loại vật liệu phi kim loại được thành lập và không ngừng tăng lên: nhựa tổng hợp và chất dẻo, cao su tổng hợp thay thế cao su tự nhiên, polyme chất lượng cao với các đặc tính kỹ thuật cụ thể, bao gồm cả chất dẻo gia cường và chất dẻo. Nhựa và các vật liệu phi kim loại khác có một số tính chất vật lý, hóa học, cơ học và công nghệ tuyệt vời, dẫn đến việc sử dụng rộng rãi chúng trong các ngành công nghiệp khác nhau - cơ khí, điện, điện tử, v.v. Là vật liệu kết cấu, nhựa ngày càng thay thế các kim loại đắt tiền. Việc sử dụng nhựa làm cho nó có thể liên tục cải tiến thiết kế. Trang bị máy móc và thiết bị, cũng như lắp ráp từng phần của các bộ phận khác nhau, có thể giảm trọng lượng của chúng, cải thiện độ tin cậy và độ bền cũng như tăng năng suất. Sản xuất nhựa đòi hỏi vốn đầu tư ít hơn 2-3 lần so với sản xuất kim loại màu. Nguyên liệu ban đầu để sản xuất nhựa là các sản phẩm chế biến từ than đá, dầu mỏ và khí tự nhiên với giá rẻ. Nhựa được gia cố để cải thiện tính chất cơ học. Để sản xuất các bộ phận khác nhau hoạt động trong cơ chế ma sát (trượt) với tải trọng và tốc độ thấp, người ta sử dụng các vật liệu phi kim loại như polyme chống ma sát và vật liệu nhựa. Những vật liệu này có hệ số ma sát thấp, khả năng chống mài mòn cao, kháng hóa chất và có thể hoạt động mà không cần bôi trơn. Tuy nhiên, độ dẫn nhiệt thấp, hệ số giãn nở nhiệt đáng kể (lớn hơn hàng chục lần so với kim loại), độ cứng thấp và độ tuân thủ cao hạn chế khả năng sử dụng rộng rãi của chúng. Chúng được sử dụng hiệu quả nhất khi kết hợp với các vật liệu, kim loại và nhựa khác. Ngoài ra, băng amiăng dệt phanh và lớp lót amiăng ma sát được sử dụng làm vật liệu phi kim loại ma sát - đúc, ép, dệt, bìa cứng-bakelite và cuộn xoắn ốc, có thể được sử dụng ở mọi vùng khí hậu. Lớp lót amiăng ma sát được sử dụng cho các bộ phận ma sát của ô tô, máy bay, máy kéo, máy dệt và cắt kim loại, thiết bị xử lý và đầu máy xe lửa diesel. Tài nguyên của các lớp lót phi kim loại như vậy hoạt động trong các đơn vị ma sát là khá cao. Ví dụ, đối với ô tô động cơ diesel là 6000 giờ, ô tô con - 125 km, xe tải - 000 km. Băng amiăng dệt phanh được sử dụng làm lớp lót trong các bộ phận phanh và ma sát của máy móc và cơ chế có nhiệt độ ma sát bề mặt lên đến 75 °C. Vật liệu phi kim loại được sử dụng rộng rãi trong các ngành công nghiệp khác nhau và nền kinh tế nói chung. 2. Polyme: cấu trúc, phản ứng trùng hợp và trùng ngưng, tính chất Hiện tại, thật khó để tưởng tượng y học không có hệ thống polymer để truyền máu, thiết bị y tế không có ống polymer trong suốt, vật dụng chăm sóc bệnh nhân không có đệm sưởi cao su, túi chườm đá, v.v. Polyme tổng hợp đã giúp làm phong phú đáng kể các loại vật liệu được sử dụng trong y học. Polyme khác biệt đáng kể so với kim loại và hợp kim: các phân tử của chúng được kéo dài thành chuỗi dài, do đó các polyme có trọng lượng phân tử cao. Các phân tử polymer thu được từ các sản phẩm có trọng lượng phân tử thấp ban đầu - monome - bằng phản ứng trùng hợp và polycondensation. Polyme polycondensation bao gồm nhựa phenol-formaldehyd, polyeste, polyuretan và nhựa epoxy. Polyvinyl clorua, polyetylen, polystyren, polypropylen là các hợp chất cao phân tử thuộc loại trùng hợp. Các hợp chất cao phân tử và polyme cao là cơ sở của bản chất hữu cơ - tế bào động vật và thực vật, bao gồm protein. Để sản xuất nhiều thiết bị y tế, cả vật liệu polyme dựa trên nguyên liệu tự nhiên và vật liệu nhân tạo - vật liệu tổng hợp và polyme - đều được sử dụng rộng rãi. Hầu hết các loại băng được làm từ vật liệu polyme có nguồn gốc tự nhiên: bông gòn, gạc và các sản phẩm làm từ chúng, alignin, cũng như chỉ khâu (tơ phẫu thuật). Polyme là cơ sở của nhựa được sử dụng trong sản xuất các dụng cụ, bộ phận của thiết bị và thiết bị y tế. Các polyme như nhựa lỏng phenol-formaldehyde và nhựa rắn đã được ứng dụng rộng rãi trong các ngành công nghiệp khác nhau và toàn bộ nền kinh tế. Loại nhựa phân giải chất lỏng phenol-formaldehyde - một sản phẩm của quá trình polycondensation của phenol và formaldehyde với sự có mặt của chất xúc tác có hoặc không bổ sung các chất biến tính và chất ổn định - được cung cấp dưới dạng chất lỏng trong suốt đồng nhất từ màu nâu đỏ đến màu anh đào đậm với mật độ trung bình là 1,2 g/cm 3. Chúng được sử dụng trong sản xuất các sản phẩm cách nhiệt và cách âm, ván ép, ván dăm và ván sợi, các công cụ mài mòn trên cơ sở linh hoạt, sợi thủy tinh, các sản phẩm ma sát amiăng và amiăng, sợi carbon để lợp mái mỏ, v.v. Các loại nhựa: SFZh- 303, SFZh-305, v.v. Nhựa phenol-fomanđehit rắn thuộc loại novolac và các loại phân giải - sản phẩm của phản ứng trùng ngưng của phenol (hoặc các phân đoạn của chúng) và fomanđehit khi có mặt chất xúc tác, có hoặc không có thêm chất điều chỉnh. Có ở dạng bột, mảnh và vụn. Chúng được sử dụng để sản xuất các hợp chất cao su, khối đúc, nhựa nhiều lớp, chất lỏng dẫn điện vecni, sơn chống ăn mòn và vecni và chất kết dính, làm chất kết dính cho các sản phẩm mài mòn và khuôn vỏ, trong sản xuất nhựa xốp, sản xuất vecni dầu cho sơn và dầu bóng và các ngành công nghiệp thực phẩm. Các loại nhựa sau được sản xuất: SF-010A, SF-010, SF-010M (sửa đổi), SF-014, v.v. 3. Chất dẻo: nhựa nhiệt dẻo, nhiệt rắn, chứa đầy khí Nhựa - nhựa - đây là những vật liệu thu được trên cơ sở hợp chất hữu cơ cao phân tử - một loại polymer đóng vai trò là chất kết dính và xác định các đặc tính kỹ thuật chính của vật liệu... Tùy thuộc vào độ đàn hồi, nhựa được chia thành ba nhóm: cứng, mô đun đàn hồi 700 MPa, lên đến 70 MPa Nhựa được sản xuất nguyên khối ở dạng nhiệt dẻo và nhiệt rắn và chứa đầy khí - cấu trúc tế bào. Nhựa nhiệt dẻo bao gồm polyetylen áp suất thấp, polypropylen, polystyren tác động cao, nhựa ABS, polyvinyl clorua, sợi thủy tinh, polyamit, v.v. Chất dẻo nhiệt rắn bao gồm: bọt polyurethane cứng, aminoplasts, v.v. К nhựa chứa đầy khí bao gồm bọt polyurethane - vật liệu cấu trúc siêu nhẹ chứa đầy khí. nhựa nhiệt dẻo - polyetylen áp suất thấp - một sản phẩm trùng hợp etylen thu được ở áp suất thấp bằng cách sử dụng các chất xúc tác kim loại hữu cơ phức tạp. Các loại cơ sở của polyetylen này là: 20108-001, 20208-002, 20308-005, v.v. Mật độ của polyetylen là từ 0,931 đến 0,970 g / cm 3. Polystyrene tác động cao là sản phẩm của quá trình đồng trùng hợp styrene với cao su hoặc chất hóa dẻo khác, có tính chất cơ học cao hơn polystyrene mục đích chung. Nó có độ cứng cao, độ bền va đập, độ đàn hồi, độ bền kéo, khả năng chịu nhiệt độ trong phạm vi từ +65 đến -40 ° C. Aminos - nhựa nhiệt rắn - ép các khối urê và melamine-formaldehyd thu được trên cơ sở nhựa amin sử dụng chất độn (hữu cơ, khoáng chất hoặc sự kết hợp của chúng), chất tạo màu và chất biến tính. Khả năng chịu nhiệt Marten của chúng ít nhất là 100-180 ° C, độ bền va đập - 3,9-29,4 kJ / m 2 (4-30 kgf × cm / cm 2), độ co rút - 0,2-0,8%, điện trở thể tích riêng - 1? 10 11 -1×10 12 Ohm × cm. Từ aminoplasts, các sản phẩm cho mục đích gia dụng, kỹ thuật và điện được sản xuất bằng phương pháp ép nóng. Tổng cộng, 11 cấp aminoplasts được tạo ra: KFA-1, KFB-1, v.v. Bọt polyurethane - nhựa chứa khí - vật liệu kết cấu siêu nhẹ. Polyethers và polyesters, isocyanate, chất xúc tác và chất nhũ hóa là nguyên liệu ban đầu để sản xuất chúng. Bọt polyurethane đàn hồi (PPU) có các tế bào chứa khí kín, không thông nhau (nhựa bọt) và các tế bào giao tiếp (nhựa bọt). Thuật ngữ chung "bọt" thường được sử dụng. Bọt đàn hồi chứa 70% lỗ thông khí. Nó có mật độ 25-29 kg / m 3, chống sâu răng tốt, các chất được sử dụng trong quá trình giặt khô sản phẩm, độ bền kéo của nó là 0,07-0,11 MPa. Bọt polyurethane đàn hồi được sử dụng trong sản xuất đồ nội thất bọc, ghế ô tô, máy kéo và các sản phẩm khác. Bọt polyurethane cứng được sử dụng để sản xuất vỏ ghế bành, các yếu tố trang trí, làm vật liệu cách nhiệt và cách âm. Nhựa xốp (PPU) đã trở nên phổ biến trong những năm gần đây. 4. Chất đàn hồi Thuật ngữ "chất đàn hồi" được giới thiệu để thay thế tên gọi "cao su tổng hợp" và cũng là "cao su tự nhiên". Chất đàn hồi polyme được gọi là polyme có tính đàn hồi cao trong phạm vi nhiệt độ rộng - khả năng chịu biến dạng thuận nghịch đáng kể (từ vài trăm đến 1000% trở lên) ở tải trọng tác dụng tương đối nhỏ. Vật liệu đàn hồi đầu tiên thuộc loại này là cao su tự nhiên, không mất đi tầm quan trọng trong sản xuất chất đàn hồi, bao gồm cả các sản phẩm y tế, do không độc hại. Cao su thu được từ mủ (nước sữa của hevea Brazil), bao gồm hơn một nửa nước, trong đó 34-37% cao su, 2-2,7% protein, 1,65-3,4% nhựa, 1,5-4,92% đường được hòa tan. Tại các đồn điền nơi cao su tự nhiên được chế biến làm nguyên liệu thô công nghiệp, mủ cao su được đông tụ bằng axit hữu cơ, cuộn thành tấm gấp nếp và hun khói trong buồng khói ở nhiệt độ +50 °C. Các chất cấu thành khói đóng vai trò sát trùng và ổn định quá trình oxy hóa cao su. Những tấm như vậy có độ dày 2,5-3 mm với hoa văn bề mặt wafer được gọi là "tấm khói". Chúng đóng vai trò là dạng cao su thô trồng được sử dụng phổ biến nhất.Dữ liệu phân tích nguyên tố đối với cao su tinh khiết tương ứng với công thức thực nghiệm C5H8 (isoprene). Cao su tổng hợp (chất đàn hồi) thu được bằng cách trùng hợp từ monome với sự tham gia của chất xúc tác (chất tăng tốc quá trình). Cao su tổng hợp đầu tiên của Liên Xô do S. D. Lebedev thu được từ cồn kỹ thuật. Hiện nay, một số loại cao su tổng hợp (chất đàn hồi) được sản xuất, bao gồm isoprene, khác rất ít so với tự nhiên. Đối với các sản phẩm y tế, cao su saloxan (silicone) được sử dụng, chuỗi polyme chính bao gồm các nguyên tử silicon và oxy. Nó có khả năng chịu nhiệt và trơ về mặt sinh lý. Nguyên liệu để sản xuất cao su tổng hợp là dầu, khí đốt tự nhiên và than đá. Quá trình biến đổi cao su hoặc hỗn hợp cao su "thô" thành cao su đàn hồi (vật liệu có các đặc tính hiệu suất cần thiết) được thực hiện bằng quá trình lưu hóa. Lưu hóa, giống như nhiệt luyện kim loại và hợp kim, dẫn đến sự thay đổi cấu trúc của cao su. Trong quá trình lưu hóa, các phân tử đàn hồi được liên kết (“liên kết chéo”) bằng các liên kết hóa học thành một mạng ba chiều không gian, kết quả là vật liệu thu được có các đặc tính đàn hồi và độ bền cần thiết (độ bền, độ đàn hồi, độ cứng, khả năng chống xé rách, vân vân.). Chất lưu hóa chính là lưu huỳnh; Tellurium và selen cũng được sử dụng. Càng thêm nhiều lưu huỳnh vào cao su, chất đàn hồi càng cứng và kém đàn hồi. Trong sản xuất hiện đại, ngoài chất lưu hóa, chất xúc tiến hữu cơ được sử dụng rộng rãi, sự có mặt của nó làm giảm lượng lưu huỳnh (lên đến 2% thay vì 10%) và nhiệt độ lưu hóa. Có những máy siêu gia tốc, do đó quá trình lưu hóa diễn ra ở nhiệt độ phòng thay vì nhiệt độ + 130-150 ° C. 5. Cao su Cao su các loại và nhãn hiệu thuộc nhóm vật liệu đàn hồi - chất đàn hồi. Cao su được chia thành hình dạng và không hình dạng. Cao su không đúc bao gồm một nhóm lớn được gọi là cao su thô. Cao su thô được sản xuất dưới các số (10, 11, 14, v.v.) ở dạng tấm có độ dày khác nhau, được phủ một lớp bột talc (để chống dính), hoặc ở dạng cuộn với một miếng đệm vải (từ calico), cũng bảo vệ cao su khỏi sự kết dính. Nguyên chưa định hình cao su thu được bằng cách lưu hóa từ các hợp chất cao su được làm trên cơ sở cao su tổng hợp hoặc tự nhiên. Tác nhân lưu hóa chính là lưu huỳnh, nhưng selen và telua cũng được sử dụng. Tùy thuộc vào nhãn hiệu, cao su thô được sử dụng để tạo ra các sản phẩm đúc khác nhau với các đặc tính nhất định. Ví dụ, một số loại cao su tấm kỹ thuật được làm từ cao su thô: axit-kiềm, chịu nhiệt, chịu sương giá, cấp thực phẩm, v.v. Cao su tấm kỹ thuật có độ dày 45-3 mm được sử dụng để sản xuất các miếng đệm làm kín trong các mối nối mặt bích của đường ống vận chuyển nước lạnh và cao su có gioăng vải (làm bằng vải tổng hợp) cũng được sử dụng để vận chuyển nước nóng với nhiệt độ lên tới +4 ° C. Các sản phẩm cao su khác nhau thu được từ cao su thô - khớp nối, vòng, van, các miếng đệm khác nhau, v.v., sử dụng các phương pháp đúc sau: ép, đùn và ép phun. Quá trình ép sản phẩm cao su diễn ra trong máy ép thủy lực lưu hóa ở áp suất 100-300 atm. và ở nhiệt độ + 140-160 ° C. Trong sản xuất đồ nội thất bọc, cao su xốp được sử dụng rộng rãi, là vật liệu dựa trên cao su tổng hợp hoặc tự nhiên. Để sản xuất cao su bọt, một hỗn hợp cao su được sử dụng, được giữ trong 18-21 giờ, tạo bọt và lưu hóa, sau đó là làm khô. Cao su bọt được sản xuất dưới dạng tấm hoặc các phần tử đồ nội thất đúc. Về tính đàn hồi, co giãn, biến dạng dư, cao su xốp là một vật liệu lý tưởng để bọc đồ nội thất. Cao su bọt tự thông gió và làm mát bằng cách cho không khí đi qua các lỗ thông. Để giảm trọng lượng của các phần tử nội thất bằng xốp, chúng được làm với các lỗ rỗng, nhưng để duy trì khả năng chịu tải trọng đáng kể, thể tích của các lỗ rỗng không được vượt quá 40% thể tích của toàn bộ phần tử. Cao su dành cho sản xuất các nhóm sản phẩm riêng lẻ phải tuân theo các yêu cầu bổ sung để đảm bảo rằng các sản phẩm đáp ứng mục đích chức năng của chúng và hoạt động đáng tin cậy. Hiện tại, ngành công nghiệp sản xuất cao su tấm gồm ba loại: chịu nhiệt-băng giá-axit-kiềm (TMKShch); khả năng chống dầu và xăng hạn chế (OMB); tăng khả năng chống dầu và xăng (PMB), do đó, được chia nhỏ theo độ cứng của cao su được sử dụng: mềm (M) để hoạt động ở nhiệt độ từ -45 ° C đến +90 ° C; độ cứng trung bình (C) - ở nhiệt độ từ -60 °C đến +80 °C, độ cứng tăng (P) - ở nhiệt độ từ -60 °C đến +80 °C. 6. Chất bịt kín Chất bịt kín (chất làm kín) được sử dụng ở hầu hết mọi nơi - trong xây dựng, trong hệ thống nhà ở và dịch vụ xã, cơ khí, sản xuất đồ nội thất, trong cuộc sống hàng ngày, trong các công việc sửa chữa khác nhau. Chất bịt kín là các chế phẩm polyme ở dạng bột nhão, bột trét hoặc chất lỏng, sau khi được phủ lên bề mặt, sẽ đặc lại ngay lập tức hoặc sau một thời gian do quá trình lưu hóa nền polyme. Để chuẩn bị chất bịt kín, cao su tổng hợp lỏng và các chất phụ gia đặc biệt được sử dụng. Ngành công nghiệp sản xuất các loại chất bịt kín khác nhau: mặt tiền tòa nhà, chỉ khâu-thiokol và acrylate, cao su-silicone xây dựng, acrylic. Trong công việc làm kính, chất bịt kín thiokol 7-30M và UT-31 chủ yếu được sử dụng để trám các mối nối được lưu hóa ở nhiệt độ từ +18 °C đến +30 °C. Trong hệ thống nhà ở và dịch vụ công cộng, keo silicone KLT-30 được sử dụng rộng rãi để trám các mối nối ren hoạt động trong khoảng nhiệt độ từ -60°C đến +200°C. Trong những năm gần đây, nhiều nhãn hiệu chất trám trét do các công ty nước ngoài sản xuất đã được nhập khẩu vào Nga: DAP, KVADRO, KIMTEC, KRASS. So với các vật liệu tương tự khác, chất trám khe có khả năng chống ẩm, kín khí và bền. Chất bịt kín dựa trên polyisobutylen được sử dụng để trám các mối nối bên ngoài giữa các phần tử của các tòa nhà lớn đúc sẵn. Chất bịt kín, như cao su, thuộc nhóm chất đàn hồi. Chất bịt kín thiokol được sử dụng rộng rãi nhất, được đặc trưng bởi tính linh hoạt. Ngành công nghiệp Nga sản xuất các nhãn hiệu chất bịt kín thiokol sau: 1) U-30M. Được cung cấp hoàn chỉnh như một phần của keo dán keo đen U-30, chất lưu hóa số 9 và chất tăng tốc lưu hóa - diphenylguanidine, được trộn ngay trước khi sử dụng theo tỷ lệ 100: 7: 0,35 phần khối lượng. Được thiết kế để bịt kín kim loại (trừ đồng thau, đồng đỏ, bạc) và các mối nối khác hoạt động trong axit loãng và kiềm, nhiên liệu lỏng và trong không khí trong mọi điều kiện khí hậu ở nhiệt độ từ -60 °C đến + 130 °C; 2) UT-31 - bột nhão màu xám nhạt U-31, máy lưu hóa số 9 và máy gia tốc lưu hóa, dùng để hàn kín kim loại (trừ đồng thau, đồng, bạc) và các mối nối khác hoạt động trong không khí và nhiên liệu lỏng ở nhiệt độ từ -60 ° C đến +130 ° C và lên đến + 150 ° C - trong thời gian ngắn trong không khí; 3) 51-UT-36A (có chất kết dính) và 51-UT-36B (không có chất kết dính) - bột trét màu xám đậm U-36, nhựa epoxy E-40 (đối với 51-UT-36B) và natri hai crôm làm chất lưu hóa; được sử dụng trong thiết bị đo đạc. Để bịt kín các mối nối khác nhau, các đường nối hoạt động ở nhiệt độ từ +200 °C đến +300 °C, chất bịt kín siloxane chịu nhiệt được làm trên cơ sở cao su siloxane lỏng được dự định. Các nhãn hiệu chất bịt kín siloxane-new như sau: elastosil 11-01, silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE, v.v. Chất bịt kín chịu nhiệt và nhiên liệu cũng được sản xuất dựa trên các loại cao su có chứa flo thuộc các loại sau: VGF-1, VGF-2, 51-G-1, v.v. LÒ SỐ 13. Kính. Vật liệu trang trí 1. Thủy tinh: vô cơ và hữu cơ Trong các ngành công nghiệp, xây dựng và các lĩnh vực khác của nền kinh tế, thủy tinh vô cơ và hữu cơ được sử dụng. thủy tinh vô cơ được chia thành kỹ thuật, xây dựng và trong nước. Lần lượt, kính xây dựng được chia thành kết cấu, hoàn thiện, cách âm và cách nhiệt. Bằng chất lượng bề mặt thủy tinh được đánh bóng và không đánh bóng, có màu và không màu. Theo phương pháp làm cứng - thông thường, ủ, làm cứng và làm cứng bằng hóa chất hoặc các phương tiện khác. Theo hồ sơ, thủy tinh được sản xuất phẳng, lượn sóng, uốn cong và định hình. Thủy tinh vô cơ tòa nhà đã được ứng dụng rộng rãi trong xây dựng: dùng để lắp các khe hở sáng bằng kính trong tường, đèn lồng (trên mái của các tòa nhà khác nhau). Thủy tinh vô cơ thu được bằng cách làm nguội một chất nóng chảy có chứa cát thạch anh tinh khiết (silica), natri sunfat và đá vôi. Ứng dụng lớn nhất cho việc dán kính của các khối cửa sổ và cửa đi, vách ngăn đã được đón nhận bởi kính cửa sổ dạng tấm 1 và 2. Mật độ của kính này là 2000-2600 kg / m 3, truyền sáng - 84-87%, dẫn nhiệt thấp. Ngành này cũng sản xuất kính tấm có hoa văn loại 1 và 2 loại không màu và có màu hoa văn phù điêu; kính tấm được đánh bóng nhiệt, kính tấm màu (đỏ, lam, lục, vàng), nhẵn, có màu và không màu; với bề mặt nhẵn, gợn sóng hoặc có hoa văn; không được gia cố và gia cố bằng lưới thép (có 3 loại: dạng kênh; dạng hình hộp - có một hoặc hai đường nối; dạng có gân); tấm kính được gia cố bằng lưới kim loại - không màu và có màu, nhẵn và gợn sóng, có hoa văn. Thủy tinh hữu cơ - Sản phẩm từ nhựa polyester không no, polyme trong suốt. Nó được chia thành kỹ thuật, kết cấu, tấm, ánh sáng và đồng hồ. Thủy tinh hữu cơ kỹ thuật là một polyme dẻo và không dẻo (copolyme) của metyl este axit metacrylic, được sử dụng rộng rãi trong các ngành công nghiệp và nền kinh tế nói chung. Tiêu chuẩn quy định ba loại thủy tinh TOSP - thủy tinh hữu cơ kỹ thuật hóa dẻo; TOSN - thủy tinh hữu cơ kỹ thuật không hóa dẻo; TOSS - thủy tinh copolyme hữu cơ kỹ thuật. Tính chất cơ lý của thủy tinh hữu cơ kỹ thuật: điểm hóa mềm (tùy thuộc vào độ dày) - 92-130 °C, độ bền va đập - 6-9 kJ/m 2 (6-9 kgf - mật độ ở 20 ° C), độ trong suốt (với độ dày lên tới 30 mm) - 85-88%, co rút quá nhiệt ở 40 ° C trong 1 giờ - 3,5-4%, ứng suất kéo khi đứt - 60-80 MPa (600-800 kgf / cm 2), độ giãn dài tương đối khi đứt - 2-2,5%. Thủy tinh hữu cơ kết cấu có ba loại: SOL - thủy tinh hữu cơ hóa dẻo; ST-1 - thủy tinh không hóa dẻo hữu cơ và 2-55 - thủy tinh copolyme. Các loại thủy tinh hữu cơ này được sử dụng làm vật liệu kết cấu trong ngành công nghiệp dụng cụ và lắp ráp. 2. Sitalls, kính kim loại Gốm thủy tinh (gốm thủy tinh) - vật liệu gốm-thủy tinh dựa trên thủy tinh, khác với vật liệu sau ở cấu trúc tinh thể tương tự như gốm, nhưng với các tinh thể nhỏ hơn (từ phân số đến 1-2 micron) và bao bì dày đặc hơn, không bao gồm bất kỳ độ xốp nào của vật liệu. Gốm thủy tinh được sản xuất bằng cách nấu chảy một lượng thủy tinh có thành phần đặc biệt với việc bổ sung quá trình kết tinh, làm nguội chất tan chảy đến trạng thái dẻo và đúc các sản phẩm từ nó bằng các phương pháp công nghệ thủy tinh (ép, thổi, kéo). Các sản phẩm đúc được xử lý nhiệt đặc biệt để tạo thành cấu trúc dày đặc hạt mịn, đặc trưng của gốm thủy tinh. Gốm thủy tinh được chia thành các nhóm sau theo thành phần hóa học của chúng: STL - spodumene; STM - cordierit; STB - boron-barium và boron-chì, silicon cao, photosital. Sitals của nhãn hiệu STL chứa lithium, nhãn hiệu STM - magiê. Sitalls có thể trong suốt, mờ đục, trắng, kem và có màu. Theo tài sản gốm thủy tinh được chia thành: chịu hóa chất, chịu mài mòn, quang học, cách điện và chịu nhiệt. Gốm thủy tinh chịu mài mòn và chịu hóa chất được sử dụng để sản xuất ống khói, pít tông, các bộ phận của máy bơm hóa chất, lò phản ứng và thiết bị hóa chất, nơi yêu cầu khả năng chịu nhiệt cao và không thấm khí-lỏng. Trong sản xuất sợi tổng hợp, gốm thủy tinh chịu mài mòn được sử dụng làm dây chỉ và một số bộ phận khác của máy dệt; Ngoài ra, chúng còn được sử dụng để làm dụng cụ đo chiều dài và góc của các sản phẩm khác nhau. Gốm thủy tinh quang học với TCLE (điện trở nhiệt) gần bằng XNUMX được sử dụng chủ yếu để sản xuất gương thiên văn và laser. Gốm sứ thủy tinh cách điện Do đặc tính điện của chúng, đặc biệt là ở nhiệt độ cao, chúng được sử dụng để sản xuất và lắp đặt các thiết bị vô tuyến và điện tử, các thiết bị khác nhau hoạt động trong điều kiện nhiệt độ và độ ẩm thay đổi, cũng như chất cách điện hoạt động ở chế độ điện áp cao. Gốm thủy tinh chịu nhiệt với TLCR gần bằng XNUMX được sử dụng làm vật liệu cấu trúc cho các thiết bị hoạt động dưới tải nhiệt thay đổi, cũng như trong sản xuất bộ trao đổi nhiệt. kính kim loại có cấu trúc tương tự như cấu tạo của cầu điện thủy tinh, chỉ có lớp phủ là kim loại. Một số hợp chất kim loại nhất định được thêm vào thành phần cơ bản trong quá trình sản xuất kính như vậy (phụ thuộc vào mục đích và lĩnh vực ứng dụng của kính kim loại), từ đó, ở một nhiệt độ nhất định trong môi trường đặc biệt (môi trường nóng chảy), một lớp phủ kim loại là được giải phóng trên bề mặt của khối thủy tinh. Kính kim loại được sử dụng chủ yếu trong kỹ thuật điện. Kính kim loại cũng được sản xuất bằng cách phun nóng lên vật liệu gốm thủy tinh (ví dụ, phủ một lớp nhôm dày 0,5-1 mm). Lớp phủ như vậy chịu được sự thay đổi nhanh chóng của nhiệt độ, mặc dù có sự khác biệt đáng kể về TLC của vật liệu nhôm và thủy tinh-gốm. 3. Các biến đổi đa hình của cacbon và bo nitrua Nó được sử dụng rộng rãi trong các ngành công nghiệp khác nhau và hơn hết là trong kỹ thuật cơ khí. boron nitrile khối (CBN) - biến đổi khối kết tinh của hợp chất boron với nitơ, được tổng hợp theo công nghệ vốn có trong sản xuất kim cương tổng hợp. Do sự khác biệt của các yếu tố công nghệ, nhiều loại boron nitride khác nhau được sản xuất - elbor, elbor-R, cubo-nit, ismite, hexanite, v.v. Nitrua boron và các loại của nó được đo bằng carat, phân loại của chúng theo kích thước hạt cũng gần với các tiêu chuẩn được áp dụng để gia công thép và hợp kim gốc sắt. Trong những năm gần đây, người ta đã thu được các đa tinh thể CBN có kích thước lên tới 12 mm. Được sử dụng rộng rãi trong kỹ thuật cơ khí là các vật liệu siêu cứng thu được trên cơ sở boron nitride - elbor-R và ismit. Về đặc tính cắt và khả năng chống mài mòn, chúng vượt trội hơn nhiều lần so với hợp kim cứng gốm kim loại và gốm khoáng. Máy cắt CBN-R được chế tạo theo hai loại: loại đúc sẵn, trong đó phôi CBN được gắn trong một miếng chèn chuyển tiếp được lắp trong thân máy cắt và loại rắn, trong đó phôi (ELBOR-R) được gắn trực tiếp vào thân dụng cụ bằng cách đổ kim loại lỏng (nóng chảy) vào chúng. Việc sử dụng Elbor-R cho phép đảm bảo năng suất cao và độ sạch của bề mặt được xử lý. Việc sử dụng Elbor-R hiệu quả nhất là khi tiện thép cứng thay vì mài và khi khoét lỗ. Vật liệu siêu cứng ismite, thu được trên cơ sở boron nitride (biến tính), có điện trở cao hơn hợp kim cứng khi tiện thép cứng. Sự biến đổi tinh thể lập phương của cacbon là kim cương - tự nhiên và tổng hợp, không hòa tan trong axit và kiềm, có độ cứng cao, được sử dụng để sản xuất máy cắt, máy cắt thủy tinh, đầu đo độ cứng của kim loại, v.v. 4. Vật liệu tổng hợp Trong các lĩnh vực khác nhau của nền kinh tế đất nước, bao gồm cả xây dựng, các vật liệu composite khác nhau dựa trên gỗ băm nhỏ được sử dụng rộng rãi: ván dăm, ván sợi, bê tông gỗ, ván sợi, ván dăm liên kết xi măng và các chế phẩm kết dính từ gỗ. Ván dăm được làm bằng cách ép nóng các hạt gỗ trộn với chất kết dính. Những tấm như vậy được sử dụng rộng rãi trong xây dựng, sản xuất đồ nội thất. Kích thước của tấm: chiều dài từ 1830 mm đến 5680 mm, chiều rộng - từ 1220 mm đến 2500 mm, độ dày - từ 8 mm đến 28 mm. Theo các chỉ tiêu cơ lý, ván dăm được chia thành các loại: P-A và P-B - theo chất lượng bề mặt có bề mặt đều và mịn; theo mức độ xử lý bề mặt - đánh bóng và không đánh bóng; theo đặc tính kỵ nước - với khả năng chống nước bình thường và tăng lên; có một nhược điểm - độ bền kéo thấp vuông góc với các lớp. Ván sợi gỗ được làm bằng chất thải từ quá trình chế biến gỗ lá kim và gỗ cứng. Tùy thuộc vào mật độ và độ bền uốn, ván sợi gỗ được phân loại thành mềm (M-4, M-12, M-20), bán rắn (PT-100), cứng (T-350, T-400), siêu cứng - (ST-500). Theo đặc tính kỹ thuật của chúng, chúng được chế tạo sinh học, chống cháy, chống ẩm và hấp thụ âm thanh. Ván sợi mềm được sử dụng trong xây dựng làm vật liệu cách nhiệt và cách âm cho tường, vách ngăn, trần nhà, trần xen kẽ, v.v. Ván sợi bán cứng được sử dụng để ốp tường và trần nhà trong các công trình dân dụng và công cộng. Ván sợi cứng và siêu cứng được sử dụng rộng rãi trong sản xuất đồ nội thất (đối với thành sau của đồ nội thất tủ, phần dưới của ngăn kéo, v.v.), trong xây dựng - để ốp tường, trần nhà, v.v. Những tấm ván này được sản xuất với độ dày 2,5-10 mm. Ván sợi có độ cứng trung bình được sản xuất với số lượng lớn ở nước ngoài với thương hiệu "Ván MDF - Thương hiệu chống cháy mật độ trung bình" với độ dày từ 10 đến 30 mm, để sản xuất đồ nội thất hiện đại thay thế cho gỗ dán và gỗ tự nhiên. Trong những năm gần đây, nhiều sản phẩm từ bê tông gỗ đã được sử dụng rộng rãi trong xây dựng, được sản xuất bằng chất thải chế biến gỗ nghiền, chất kết dính - xi măng Portland, phụ gia - canxi clorua, thủy tinh lỏng, nhôm sunfat và vôi. Arbolit Nó được sử dụng để sản xuất các tấm tường, các sản phẩm cách nhiệt khác nhau. Như các cấu trúc bao quanh trong việc xây dựng nhà gỗ, trang trại và các tòa nhà khác nhau ở các vùng nông thôn, tấm xi măng, được làm bằng dăm gỗ, xi măng Portland và phụ gia hóa học. Các tấm được sản xuất với các kích thước sau: 1200? 3600 mm, dày 8-25 mm; mật độ của chúng nằm trong khoảng 1100-1400 kg / m 3, độ bền uốn - 9-12 MPa. Để sản xuất các thùng chứa đúc được sử dụng rộng rãi thành phần kết dính gỗ, bao gồm gỗ nghiền và chất kết dính - nhựa urê-formaldehyd với chất phụ gia - parafin. 5. Vật liệu tổng hợp phải đối mặt Trong thập kỷ qua, nhiều loại vật liệu ốp lát tổng hợp đã được sử dụng rộng rãi để trang trí nội thất văn phòng, các cơ sở khác nhau và công việc ngoài trời, thay thế cho ván lạng khan hiếm. vật liệu làm màng trang trí dựa trên chất kết dính và vật liệu polyme). Hiện nay, người ta sử dụng công nghệ lấy vật liệu màng giả các lỗ xốp “thật”. Loại màng này của nhãn hiệu PDSO và PDO (không có lớp keo) được sử dụng để dán đồ gỗ, trang trí nội thất ô tô. Phim PDO-A-020 được sử dụng trong ngành hàng không để hoàn thiện cabin máy bay. Phim dựa trên vật liệu cao phân tử được làm từ các thành phần polyvinyl clorua, polypropylene, polyester, v.v. Các màng PDO và PDSO ở trên là polyvinyl clorua (cũng được nhập khẩu). Gần đây, màng polyvinyl florua (PVF), có đặc tính hiệu suất tốt, đã được sử dụng để dán các sản phẩm gỗ khác nhau (tấm cửa, đồ nội thất), cũng như tường và tấm, các chi tiết nội thất. Với những mục đích này, ngoài màng PVF, các màng tự dính dựa trên chất đồng trùng hợp của vinyl clorua và vinyl axetat cấp VA, được sản xuất bởi Skoch, được sử dụng. Những bộ phim này được sản xuất trong suốt, có màu, với hiệu ứng kim loại hóa. Nhu cầu lớn giữa những người tiêu dùng khác nhau là băng dính bảo vệ các loại dựa trên polymer LT-38, LT-50, được sử dụng để bảo vệ vật liệu viền khỏi nhỏ giọt vật liệu sơn khi hoàn thiện bảng. Băng dính là một chất nền polyme - một màng dày 35-50 micron, trên đó phủ một lớp dính mỏng. Trong sản xuất mặt bàn, ngưỡng cửa sổ, cửa ra vào, thiết bị vệ sinh, laminates (một loại vật liệu ốp tổng hợp) thường được sử dụng. La minate là những tấm cán được tăng cường nhiệt thu được bằng cách ép giấy ở nhiệt độ cao. Đế giấy của laminate được tẩm nhựa phenolic và các lớp bên ngoài được tẩm melamine. Laminates có khả năng chống mài mòn, tương thích với thực phẩm, dễ lau chùi, không bắt lửa, chống ẩm. Để bọc đồ đạc, hoàn thiện các loại phương tiện giao thông được sử dụng rộng rãi giả da: bọc da nhân tạo vinyl, bọc da vinyl nguyên khối xốp, bọc da nhân tạo xốp nguyên khối, v.v. Da nhân tạo cũng đang có nhu cầu lớn giữa các nhà sản xuất giày. Trong những năm gần đây, các vật liệu mới đã được sử dụng để trang trí nội thất khu dân cư và công cộng - rất nguyên bản, với nhiều kiểu dáng, đá nhân tạo, ván acrylic khoáng. Chúng cứng, giống như đá tự nhiên, có cấu trúc khác, có khả năng chống mài mòn và tương đối dễ gia công. Màng nguyên khối xốp cũng được sử dụng để ốp bề mặt mặt tiền của nội thất phòng ngủ, nội thất văn phòng, nội thất trẻ em, có bề mặt nguyên khối phía trên và lớp xốp phía dưới (độ dày 1,2-1,5 mm, chiều rộng - 600-1360 mm, chiều dài cuộn - 30-50 m). 6. Laminates trang trí Laminates trang trí đã được sử dụng trong nhiều năm để hoàn thiện các khu dân cư, công cộng và công nghiệp, nội thất của các loại xe khác nhau, để lót bề mặt làm việc của nhà bếp, nội thất y tế và thương mại. Nhựa loại này có tính chất cơ lý - cơ học và trang trí tốt, được xử lý tốt, chịu được nhiệt độ cao, va đập và mài mòn, tác dụng của nước, hơi nước, cũng như thực phẩm và chất lỏng gia dụng (trà, cà phê, vodka, etylic rượu, v.v.). d.). Tỷ trọng của nhựa DBS không nhỏ hơn 1,4 g / cm 3, ứng suất đứt khi căng - không dưới 63,6 MPa, khi uốn - 98 MPa (đối với loại A - 17,6 MPa), độ hấp thụ nước không quá 4%, khả năng chịu nhiệt - từ + 120 đến + 140 ° C. Nhựa DBS được chia thành các loại A, B, C - tùy thuộc vào chất lượng của bề mặt trước và các thông số cơ lý. Nhựa loại A được sử dụng trong các điều kiện vận hành yêu cầu tăng khả năng chống mài mòn, chẳng hạn như mặt bàn. Nhựa loại B được sử dụng trong các điều kiện vận hành ít khắc nghiệt hơn - để hoàn thiện các bề mặt thẳng đứng. Nhựa loại B được dùng làm vật liệu trang trí. Laminates trang trí (DBSP) là những tờ giấy nén có tẩm nhựa nhiệt rắn. Trong sản xuất DBSP, một lớp bảo vệ tẩm nhựa melamine-formaldehyde được phủ lên một lớp giấy trang trí (một màu hoặc có hoa văn). Để sản xuất màng bảo vệ, người ta sử dụng xenluloza tinh chế cao từ gỗ cứng hoặc bông. DBSP được sản xuất ở dạng một màu, các mẫu in nhiều màu khác nhau mô phỏng gỗ quý, đá, đá cẩm thạch, vải, da, v.v. Theo mục đích, những loại nhựa này được chia thành cấu trúc, mặt và đúc. DBSP cấu trúc có độ dày hơn 1 mm, được sử dụng trong các thiết kế khác nhau. Đối mặt với nhựa đàn hồi hơn và có độ dày lên đến 1 mm, được sử dụng làm vật liệu hoàn thiện. Theo các điều kiện hoạt động, bề mặt của đồ nội thất và các loại ván khác phải đối mặt với ván dăm được chia thành hai nhóm chính. Nhóm I - bề mặt làm việc và mặt trước của đồ nội thất thương mại và nội thất khác tiếp xúc trực tiếp với môi trường bên ngoài; Nhựa DBS Nhóm II được sử dụng trên bề mặt trước của nhà bếp, đồ dùng trẻ em và các sản phẩm nội thất khác không thường xuyên tiếp xúc với độ ẩm, nhiệt và các yếu tố khác. DBSP đúc dưới tác động của nhiệt và áp suất có thể thay đổi hình dạng của chúng. Chúng được sử dụng để bọc các bộ phận có hình dạng hoặc góc tròn phức tạp. Một tấm nhựa DBS có thể định hình chắc chắn được lót bằng mặt và cạnh của bộ phận - công nghệ này được gọi là định dạng bưu chính. Nhựa DBS được sản xuất với chiều dài 400-3000 mm, chiều rộng 400-1600 mm và độ dày 1,0; 1,3; 1,6; 2,0; 2,5 và 3,0mm. Mặt sau nhựa dày 1,0; 1,3 và 1,6 mm nên thô. Để dán nhựa DBS, nhiều chất kết dính khác nhau được sử dụng - PVA, bustilat, epoxy, cũng như ma tít KN-2. KIẾN TRÚC SỐ 14. Vật liệu cách nhiệt 1. Phân loại vật liệu cách nhiệt Trong quá trình xây dựng các cơ sở công nghiệp, công trình dân dụng, các phương tiện liên lạc đi kèm của nhiệt và cấp nước được bảo vệ khỏi tác động của nhiệt độ âm với sự trợ giúp của các loại vật liệu cách nhiệt. Chia vật liệu cách nhiệt thành: 1) xây dựng; 2) cao phân tử. Xây dựng vật liệu cách nhiệt theo cấu trúc có: 1) dạng sợi; 2) tế bào; 3) dạng hạt. Và tùy thuộc vào nguyên liệu: 1) vô cơ (thủy tinh bọt, bê tông nhẹ có chất độn, bông khoáng); 2) hữu cơ (nhựa xốp, nhựa tổ ong, fibrolit, tấm sợi gỗ và than bùn, v.v.); 3) cao phân tử. Trên hình dạng và ngoại hình vật liệu cách nhiệt được chia thành: 1) mảnh (tấm, nửa hình trụ, khối, gạch nhẹ, v.v.); 2) cuộn và dây (tết, thảm, dây); 3) lỏng lẻo (thủy tinh và bông khoáng, cát đá trân châu, v.v.). Trên sự cứng rắn vật liệu cách nhiệt được chia thành: 1) cứng, tăng độ cứng; 2) cứng nhắc; 3) nửa cứng; 4) mềm. Trên dẫn nhiệt chúng được chia thành ba lớp: 1) A - độ dẫn nhiệt thấp; 2) B - trung bình; 3) B - tăng lên. Chỉ số chính của vật liệu cách nhiệt là hệ số dẫn nhiệt, đối với hầu hết chúng nằm trong khoảng 0,02-0,2 W / m? ° C. Trên tính dễ cháy vật liệu cách nhiệt được sản xuất: 1) chống cháy; 2) cháy chậm; 3) dễ cháy. Polymer vật liệu cách nhiệt được chia thành: 1) cứng, với cường độ nén 5 szh = 0,15 MPa; 2) nửa cứng; 3) đàn hồi với 5 szh = 0,01 MPa. Vật liệu cách nhiệt polyme cho mục đích xây dựng có độ bền cao, có nhiều đặc tính biến dạng, chịu nước và hóa học. 2. Các loại vật liệu cách nhiệt, cách âm Để cách nhiệt cho các đường ống có đường kính 15-25 mm và các van đóng ngắt tương ứng, vải được khâu bằng vải bạt từ sợi thủy tinh thải loại KhPS-T-5,0 và KhPS-T-2,5 được sử dụng rộng rãi, nó được thiết kế cho nhiệt độ tối đa + 450 ° C, có mật độ trung bình 400-500 kg / m 3, độ dẫn nhiệt - 0,053 W/(m × °С), được thiết kế cho nhiệt độ lên tới + 300 °C, chất chống cháy. Thảm làm bằng sợi kim loại thủy tinh trên chất kết dính tổng hợp nhãn hiệu MT-35 được thiết kế để cách nhiệt cho đường ống có đường kính từ 57 đến 426 mm, có khối lượng riêng trung bình 60 kg / m 3, độ dẫn nhiệt 0,047 W / (m × ° C), nhiệt độ ứng dụng tối đa +180 ° C, chống cháy. Dây cách nhiệt làm bằng bông khoáng loại 200 được sử dụng để cách nhiệt đường ống có đường kính đến 108 mm, bao gồm cả van đóng ngắt, tương ứng, có tỷ trọng 220 kg / m 3, độ dẫn nhiệt 0,056 W/(m × °С), nhiệt độ ứng dụng tối đa từ +150 °C đến +600 °C, trong lớp vỏ bằng sợi thủy tinh chống cháy, trong các trường hợp khác - chất chống cháy. Trong những năm gần đây, vật liệu cách nhiệt làm bằng sợi kim loại thủy tinh URSA đã được sử dụng rộng rãi ở Nga. Các sản phẩm của URSA được sử dụng trong việc xây dựng tất cả các loại công trình, để cách nhiệt các thiết bị và đường ống, xe cộ. Được sản xuất ở dạng cuộn, tấm với khối lượng riêng từ 13-75 kg / m 3 và thảm có mật độ 10-25 kg / m 3, Dày 40-140 mm. Hiện tại, vật liệu cách nhiệt penophile do Nga sản xuất đang có nhu cầu lớn trong nhiều người tiêu dùng. Vật liệu này bao gồm bọt polyetylen và lớp phủ lá nhôm đánh bóng, có độ dẫn nhiệt thấp, khả năng chống khuếch tán hơi nước cao; được sử dụng để cách nhiệt tường, sàn, cách nhiệt đường ống, bể chứa và van trong hệ thống cấp nước và sưởi ấm, v.v. Công ty cổ phần "Kineks" của Nga sản xuất "foam-plex" ép đùn bằng công nghệ của Ý - polystyrene có cấu trúc tế bào đồng nhất khép kín. Về đặc tính cách nhiệt, vật liệu này vượt bê tông sét và bê tông bọt 5-10 lần, bông thủy tinh và ván sợi khoáng 2-3 lần, có tỷ trọng từ 30 đến 45 kg / m 3, các tấm có chiều rộng 600 mm và chiều dài từ 1 đến 4,5 m và độ dày từ 30 đến 100 mm; Nó được sử dụng để cách nhiệt cho mái nhà, sàn nhà, tầng hầm của các tòa nhà dân cư và công cộng, bể bơi, vv Để cách âm, bọt polyvinyl clorua đàn hồi của PVC-E, vinylopor, các lớp D, M và C, được sử dụng độ xốp của tế bào. Bọt polystyrene bán cứng và vinipor PZh được sử dụng để sản xuất các sản phẩm hồ sơ có đặc tính hấp thụ âm thanh. Vật liệu cách âm còn có: xốp PE-2, xốp PE-5 và PE-7; chúng cũng được sử dụng để cách nhiệt. Các sản phẩm và vật liệu xây dựng tiêu âm, cách âm có thể là cùng một loại vật liệu dùng để cách nhiệt: bông thủy tinh, bông khoáng, chất dẻo xốp với nhiều loại và nhãn hiệu khác nhau. 3. Vật liệu chống thấm Trong xây dựng, nhà ở và hệ thống dịch vụ công cộng, các vật liệu chống thấm khác nhau được sử dụng rộng rãi, được thiết kế để bảo vệ các công trình xây dựng, các tòa nhà và công trình khỏi tác hại của nước và chất lỏng ăn mòn hóa học - kiềm, axit, v.v. Đến đích Vật liệu chống thấm được chia thành chống lọc, chống ăn mòn (kim loại), sơn và véc ni, men thủy tinh, màng oxit, cao su, nhựa và chất bôi trơn bitum và chất bịt kín (bột nhão, bột bả hoặc dung dịch). Vật liệu chống thấm theo loại vật liệu cơ bản là: nhựa đường (bitum, nhựa đường mastic), khoáng (xi măng, chất kết dính magie, dolomit, chất kết dính vôi-nepheline, v.v.) và kim loại. Các vật liệu chống thấm sau đây được sử dụng rộng rãi trong xây dựng và nhà ở và dịch vụ cộng đồng: màng (polyetylen, polypropylen và các loại khác, đặc biệt là "PIL" - màng cách nhiệt có lớp dính), đóng gói và ở dạng tấm (polyisobutylene, cao su), mastic (bitum, polyisobutylene) và cuộn (thủy tinh, nỉ lợp, vật liệu lợp). Vật liệu chống thấm mastic và cuộn được làm trên cơ sở nhân tạo và trên cơ sở vật liệu tự nhiên, kéo và màng - chỉ trên cơ sở polymer. Một vật liệu chống thấm tốt dựa trên chất kết dính hữu cơ là nhựa đường. Bitum tự nhiên là một chất màu đen, không mùi, mềm ở nhiệt độ + 35-90 ° C, và cứng lại khi nguội. Bitum nhân tạo thu được bằng cách chưng cất bitum tự nhiên (hắc ín còn lại) hoặc từ quá trình tinh chế dầu thải (hắc ín tái chế). Trên cơ sở bitum, mastic RB (bitum cao su) được điều chế, là vật liệu chống thấm tốt. Trước khi sơn chống thấm cho tường, móng được chống thấm bằng vữa xi măng (sử dụng xi măng bền sunfat) có trộn thêm ceresite, thủy tinh lỏng, natri aluminat. Ứng dụng lớn nhất trong việc thực hiện chống thấm cho các cấu trúc xây dựng khác nhau đã được tìm thấy vật liệu polyme phim, sản xuất bốn loại: "T" - để chống thấm trong quá trình xây dựng các công trình tạm thời, nơi trú ẩn bảo vệ; "B" và "B" 1"- để sử dụng trong các công trình cải tạo và nước chống thấm;" M" - để chống thấm kỹ thuật. Màng polyetylen chống thấm được sản xuất với độ dày 0,015-0,5 mm, chiều rộng 800-6000 mm, chiều dài hơn 50 m, mật độ 910-929 kg / m 3. Các nhà xây dựng đang có nhu cầu lớn về màng polyvinyl clorua cho các mục đích chung (cấp "ON") và để chống thấm (cấp R). 2, hấp thụ nước - 0,5%; độ bền kéo - 8-19 MPa. Khi thực hiện chống thấm mái, theo quy định của công nghệ, vật liệu chống thấm được sử dụng phức hợp: bitum, cao su-bitum ma tít, màng ruberoid nhãn hiệu “P”, hydroisol. 4. Vật liệu cách điện Trong bối cảnh mức độ phổ biến cao của các thiết bị điện khác nhau trong hầu hết các ngành công nghiệp và nền kinh tế của đất nước nói chung, vật liệu cách điện đã được sử dụng rộng rãi. Đặc tính quan trọng nhất của vật liệu cách điện là điện trở cao. vật liệu cách điện được chia thành: khí (không khí, các loại khí); chất lỏng (các loại dầu và chất lỏng silicon hữu cơ khác nhau) và chất rắn - có nguồn gốc hữu cơ (nhựa, nhựa, parafin, sáp, bitum, gỗ) và vô cơ (mica, thủy tinh, gốm sứ, v.v.). Một vật liệu cách điện như mica thuộc nhóm khoáng chất tạo đá, được gọi là aluminosilicat dạng tấm. Mica, như một vật liệu cách điện, được chia thành hai loại: mật độ phlogopite - 2700-2850 kg / m 3 và độ cứng, trên thang khoáng vật học 2-3 và mật độ biotit - 2700-3100 kg / m 3, độ cứng, trên thang đo khoáng chất 2,5-3. Các vật liệu cách điện phổ biến nhất được tạo ra bởi tổng hợp hữu cơ. Những vật liệu này được đặc trưng bởi các tính chất điện, hóa lý và cơ học được xác định trước. Các vật liệu cách điện bao gồm fluoroplast-4, một sản phẩm trùng hợp của tetrafluoroetylen, được sản xuất ở dạng bột hoặc tấm màu trắng, dễ vón cục. Fluoroplast-4, tùy thuộc vào mục đích, được chia thành các loại sau: "P" - để sản xuất màng cách điện và tụ điện; "PN" - để sản xuất các sản phẩm điện có độ tin cậy cao hơn. Để sản xuất các sản phẩm điện khác nhau thường được sử dụng đúc polyamide copolyme cấp AK-93/7, AK-85/15 và AK-80/20 - sản phẩm của quá trình polycondensation chung của muối "AG" và caprolactam. Chất đồng trùng hợp đúc polyamit có hằng số điện môi ở 10 6 Hz sau 24 giờ ở trong nước cất 4-5 và điện trở bề mặt cụ thể (ở trạng thái ban đầu) là 1 × 10 14 -1 × 10 15 Ohm × cm Trong nhiều năm, polyamit đúc 610, một sản phẩm của quá trình polycondensate của muối hexamethylenediamine và axit sebacic, đã được sử dụng để sản xuất các sản phẩm cách điện. Sản phẩm thu được bằng cách ép phun sử dụng polyamide 610 ở dạng hạt màu trắng và vàng nhạt có kích thước 3-5 mm. Polyamide 610 có các đặc điểm sau: điện trở khối lượng riêng - không nhỏ hơn 1 × 10 14 Ohm × cm, cường độ điện - không nhỏ hơn 20 kV/mm. Vật liệu cách điện bao gồm aminoplast đã được sử dụng trong nhiều thập kỷ - ép các khối urê và melamine-formaldehyde thu được trên cơ sở nhựa amino (sản phẩm ngưng tụ nhiệt của formaldehyde với carbamide, melamine hoặc sự kết hợp của chúng) bằng cách sử dụng chất độn (hữu cơ, khoáng chất hoặc sự kết hợp của chúng). Nhựa dẻo được sản xuất ở một số loại MFB - chiếu sáng, MFV - với đặc tính cách điện tăng lên, có điện trở khối lượng cụ thể là 1 × 10 11 -1×10 12 Ohm × cm 5. Dầu nhờn Theo tiêu chuẩn, chất bôi trơn được phân loại theo nguồn gốc, trạng thái vật lý, sự hiện diện của các chất phụ gia, theo mục đích, theo nhiệt độ ứng dụng. Theo nguồn gốc hoặc nguyên liệu chất bôi trơn được chia thành: 1) chất bôi trơn khoáng, thu được bằng cách trộn các hydrocacbon có nguồn gốc khoáng ở trạng thái tự nhiên hoặc kết quả của quá trình xử lý chúng; 2) chất bôi trơn dầu mỏ - dầu tinh khiết thu được từ nguyên liệu thô dầu mỏ; 3) chất bôi trơn tổng hợp - vật liệu thu được bằng cách tổng hợp; 4) chất bôi trơn thực vật - nguyên liệu có nguồn gốc thực vật; 5) chất bôi trơn động vật thu được từ nguyên liệu có nguồn gốc động vật. Theo tình trạng thể chất Dầu nhớt được chia thành thể khí, lỏng, nhựa và rắn. Đến đích chất bôi trơn được chia thành: 1) động cơ, được thiết kế cho động cơ đốt trong (bộ chế hòa khí, diesel, hàng không, v.v.); 2) truyền động được sử dụng trong hộp số của máy kéo, ô tô, máy tự hành và các loại máy khác; 3) công nghiệp, chủ yếu dành cho máy công cụ; 4) thủy lực, được sử dụng trong các hệ thống thủy lực của các máy khác nhau; 5) đặc biệt - máy nén, dụng cụ, hình trụ, cách điện, chân không, v.v. Theo nhiệt độ ứng dụng trong số các chất bôi trơn trên, có: nhiệt độ thấp (đối với các đơn vị có nhiệt độ không cao hơn +60 ° C) - thiết bị, công nghiệp và các loại tương tự; nhiệt độ trung bình, được sử dụng ở nhiệt độ từ +150 đến +200 ° C, - tuabin, máy nén, xi lanh và các loại tương tự; nhiệt độ cao, được sử dụng trong các thiết bị tiếp xúc với nhiệt độ lên đến +300 ° C và hơn thế nữa. Hiện nay, chất bôi trơn chính là dầu khoáng và chất bôi trơn có nguồn gốc từ nguyên liệu dầu mỏ, mỡ bôi trơn và chất lỏng cắt. Các chức năng chính mà dầu nhờn phải thực hiện khi sử dụng trong các cụm cơ cấu, động cơ của các loại máy móc: giảm mài mòn bề mặt cọ xát của các bộ phận; giảm lực ma sát giữa các bề mặt giao phối giúp giảm tổn thất năng lượng không hiệu quả; ngăn cản sự đột phá của hỗn hợp làm việc và các sản phẩm cháy vào cacte, tức là cải thiện độ nén của nhóm xi lanh-piston, v.v. Tất cả các loại dầu khoáng theo phương pháp sản xuất và thành phần được chia thành bốn nhóm: dầu chưng cất, dầu cặn, dầu pha trộn và dầu phụ gia. Ngành công nghiệp trong nước sản xuất các loại dầu động cơ sau: cho động cơ diesel - M-8-V 2, M-8-G 2, M-8-G 2 K và như vậy; cho động cơ chế hòa khí - M-8-A, M-8-B, M-12-G 1 Vân vân. Trong những năm gần đây, nhiều loại dầu động cơ nhập khẩu đã xuất hiện trong thương mại bán lẻ: ESSO, TEBOIL, MOBIL, CASTROL, v.v. Ngành công nghiệp Nga sản xuất các loại mỡ bôi trơn khác nhau: chống ma sát (dầu rắn, lithol); đa dụng; nhiệt độ cao (CIATIM-221S, PFMS-4S, v.v.), nhiệt độ thấp (CIATIM-201, ZhRO, UNIOL-3M, v.v.) và một số ứng dụng đặc biệt khác. 6. Các loại vật liệu lợp mái Các vật liệu được sử dụng để lợp mái trong các tòa nhà thuộc nhiều loại khác nhau được chia thành: cuộn (vật liệu lợp, nỉ lợp, thủy tinh, v.v.), mảnh hoặc tấm (gạch, ngói, đá phiến, v.v.) và mastic (bitum, hắc ín, cao su - "RBC" và ma tít polyme). Theo loại vật liệu thô, vật liệu lợp mái được chia thành hữu cơ - tấm lợp nỉ, tấm lợp nỉ, ngói lợp gỗ, ngói lợp nhà, ... và kim loại - thép lợp mạ kẽm và không mạ kẽm. Theo loại thành phần cấu thành (chất kết dính hoặc chất kết dính) - trên bitum (vật liệu lợp, vật liệu lợp bằng kính, glassine), nhựa đường (chỉ lợp mái), cao phân tử - cao su ma tít-bitum, bitum-polyme, polyme, v.v. Trong những năm gần đây, các loại căn hộ và ván sóng, ngói và tấm; cán, vật liệu tổng hợp, bao gồm những loại dựa trên nhựa polyisobutylen, polyetylen, epoxy và phenolic. Ngoài ra, các vật liệu bitum chống thấm và bitum và bitum-polyme chống thấm hiệu quả mới thuộc loại xây dựng trên nền không phân hủy hiện đang được sử dụng. Vật liệu bitum-polyme mới trên nền bền và đàn hồi bao gồm: isoplast, bicroplast, dneproflex, rubemast, filisol, v.v. Ưu điểm của những vật liệu này là chúng được phủ trên cả hai mặt bằng chất kết dính bitum-polyme bao gồm bitum, phụ gia polyme và chất độn. Cho đến nay như một vật liệu lợp mái ở nông thôn, khu định cư và một phần trong xây dựng thành phố, ngói làm bằng đất sét nung (ngói đất sét) hoặc từ các dung dịch xi măng và cát có độ cứng nhất quán (ngói xi măng) được sử dụng. Loại gạch này bền và chống cháy, nhưng dễ vỡ và nặng vì chúng có mật độ cao. Trong những năm gần đây, ngói lợp kim loại do công ty Phần Lan RANILA STEEL sản xuất đã được sử dụng làm vật liệu lợp mái. Những viên ngói này được làm bằng thép mạ kẽm nhúng nóng 0,5 mm với lớp phủ polyme màu chịu được ánh sáng mặt trời và sự thay đổi nhiệt độ. Hiện tại, một loại vật liệu lợp ban đầu mới đã xuất hiện - gạch bitum, được sản xuất bởi công ty Poleznaya Kompaniya TM của Bêlarut. Ngói này được thiết kế để che mái dốc, được làm bằng bitum oxy hóa được gia cố bằng sợi thủy tinh. Một điểm mới lạ khác của Bêlarut là gạch bê tông polyme, hoàn toàn không thấm nước, về độ bền và khả năng chống băng giá tương ứng với ít nhất 50 năm hoạt động. Khi đặt vật liệu lợp cuộn, ma tít lạnh polymer và bitum-polymer được sử dụng: các loại MBK - cao su butyl dựa trên cao su butyl; thương hiệu BLK - bitum-latex - dựa trên các sản phẩm bitum đá phiến. Việc sử dụng ma tít được liệt kê giúp đơn giản hóa quá trình lắp đặt mái chống thấm. 7. Đối mặt với vật liệu và ứng dụng của chúng Trong xây dựng hiện đại, nhiều loại vật liệu ốp lát được sử dụng rộng rãi để cải thiện chất lượng hoạt động và trang trí của các tòa nhà và các cấu trúc khác nhau. Vật liệu ốp được làm từ gốm, nhựa, thủy tinh, đá tự nhiên, xi măng amiăng và các loại vữa đặc biệt. Trong thế kỷ XX qua Các vật liệu ốp lát phổ biến nhất là thủy tinh và gạch men, các phiến đá có vỏ, đá cẩm thạch, đá granit và tuff núi lửa. Vào đầu TK XXI. xuất hiện và bắt đầu được sử dụng rộng rãi làm vật liệu ốp tấm nhựa trên cơ sở nhựa (PVC). Những tấm này được sử dụng trong các cơ sở dân cư và văn phòng, để hoàn thiện các phòng có độ ẩm cao. Các tấm như vậy có nhiều ưu điểm: độ bền; không làm biến dạng; có khả năng chống ẩm 100%, không yêu cầu chăm sóc đặc biệt và dễ làm sạch; được làm từ vật liệu thân thiện với môi trường. Hiện nay, nhu cầu lớn của nhiều người tiêu dùng khác nhau là tấm ốp nổi polyvinyl clorua, được thiết kế để hoàn thiện các bức tường và trần nhà trong khuôn viên của các tòa nhà công cộng và công nghiệp (trừ các cơ sở y tế và trẻ em). Các tấm này được làm bằng bốn loại: 1) một lớp đơn màu; 2) một lớp nhiều màu; 3) hai lớp một màu; 4) hai lớp nhiều màu. Các loại tấm có chiều dài từ 300 đến 2000 mm, chiều rộng từ 300-1000 mm, độ dày từ 0,4-2 mm; các hình vẽ phù điêu khác nhau, với bề mặt nhẵn hoặc nổi. Trong những năm gần đây, để trang trí nội thất cho các bức tường và trần treo của các tòa nhà có độ ẩm tương đối không quá 60%, chúng đã được sử dụng rộng rãi. tấm trang trí bằng photphogypsum, được làm từ chất kết dính thạch cao thu được bằng quá trình xử lý photphogypsum trong nồi hấp. Vào cuối thế kỷ XX. bắt đầu sản xuất một vật liệu hoàn thiện rất nguyên bản - kính hình nền có tác dụng chống thấm nước và tiêu âm do công ty Alaksar (Matxcova) thực hiện. Giấy dán tường này bền, dễ lau chùi, không phai màu, có 20 loại hoa văn đẹp mắt; chúng đã được sử dụng trong vài năm ở Thụy Điển và có nhu cầu cao. Rất phổ biến ở Châu Âu và Nga đã giành chiến thắng trần căng, trần treo từ các vật liệu khác nhau - phim, sợi thủy tinh, tấm len khoáng, polystyrene, tấm nhôm. Trần phim căng được sử dụng trong trang trí căn hộ, văn phòng, quán bar, nhà hàng, bể bơi, v.v. Trần sợi thủy tinh chúng có khả năng hấp thụ âm thanh tốt, đồng thời giảm hiệu ứng tiếng vang, vì vậy chúng được sử dụng để hoàn thiện các phòng lớn - phòng họp, thể thao, mua sắm, v.v. Vật liệu hoàn thiện phổ biến nhất - hình nền các loại khác nhau - giấy dán tường xốp, nhựa vinyl, lụa, song công và trơn - giấy. Mới trong những năm gần đây - tấm mỏng men thủy tinh với hoa văn nhiều màu và đế tự dính - dùng để ốp tường. Vật liệu này được gọi là "onliglas", được sản xuất bởi công ty "Tres Estilos" của Tây Ban Nha. LECTURE số 15. Chất kết dính 1. Phân loại chất kết dính và yêu cầu đối với chúng Trong các lĩnh vực khác nhau của nền kinh tế, các vật liệu kết dính khác nhau được sử dụng rộng rãi, được sản xuất trên cơ sở các chất kết dính tự nhiên (tự nhiên) hoặc tổng hợp. chất kết dính tự nhiên được chia nhỏ thành chất kết dính có nguồn gốc động vật, thực vật và khoáng chất. Nguyên liệu ban đầu cho chất kết dính có nguồn gốc động vật là: mô, xương, máu và sữa của động vật. Keo nếp, cazein, anbumin thu được từ các nguyên liệu thô được chỉ định. Nguyên liệu làm chất kết dính có nguồn gốc thực vật là: đạm hạt họ đậu, tinh bột, nhựa tự nhiên, cao su, dextrin. Chất kết dính - silicat, nhựa đường, bitum. Nhựa tổng hợp là nguyên liệu để sản xuất chất kết dính tổng hợp. Keo dán tổng hợp là dung dịch của các polyme tổng hợp hoặc biến tính tự nhiên trong nước hoặc cồn. Theo khả năng phản ứng, chất kết dính được chia thành chất kết dính nhiệt rắn, nhiệt dẻo và chất kết dính phân tán. Lần lượt, chất kết dính nhiệt rắn được chia thành: melamine, epoxy, cộng hưởng, polyurethane, polyester, urê-formaldehyde, phenol-formaldehyde. К chất kết dính nhựa nhiệt dẻo bao gồm: da, xương, chất kết dính nóng chảy, nitrocellulose, polyvinyl axetat, polyvinyl clorua, v.v. Chất kết dính cao su được phân bổ cho một lớp vật liệu kết dính độc lập. Chúng bao gồm mủ và chất kết dính cao su. Chất kết dính được sử dụng rộng rãi trong sản xuất đồ gỗ, sản xuất giày dép và xây dựng. Trong xây dựng, chất kết dính được sử dụng để cố định các vật liệu hoàn thiện khác nhau, cho các cấu trúc xây dựng. Các chất kết dính khác nhau được sử dụng trong ngành công nghiệp hàng không và ô tô, trong việc trang trí các toa tàu chở khách và tàu điện ngầm. Chất kết dính là loại một thành phần, được cung cấp sẵn và nhiều thành phần, được chuẩn bị chủ yếu tại điểm tiêu thụ (đặc biệt là keo epoxy). Vật liệu kết dính được chia tùy thuộc vào vật liệu được dán: giày - để dán da, cao su, chất thay thế da; để liên kết kim loại và phi kim loại; vải cách nhiệt và dán chúng vào các vật liệu khác; polyme, để dán gỗ, trong sản xuất ván ép, v.v. Tất cả các chất kết dính phải tuân theo các yêu cầu sau: đảm bảo độ bền cao của các mối nối kết dính; tính ổn định và khả năng tồn tại cao trong quá trình bảo quản; chống ẩm, chống nước cao; không độc tính; duy trì độ bền cơ học theo thời gian. Trong sản xuất đồ nội thất, độ bền của mối nối dính được xác định bằng cách kiểm tra mối nối dính trong quá trình sứt mẻ.Theo các thông số kỹ thuật để sản xuất đồ nội thất, vật liệu kết dính phải cung cấp cường độ cắt dọc theo lớp dính ở trạng thái khô khi tiếp xúc với ít nhất 1 MPa, trong các trường hợp khác - ít nhất 2 MPa. Khả năng chống thấm nước của chất kết dính - yêu cầu quan trọng nhất đối với hầu hết tất cả các chất kết dính. Theo chỉ số này, chất kết dính được chia thành chống thấm nước, tăng khả năng chống nước, hạn chế chống nước và không chống nước. Keo chống thấm nước chủ yếu là keo tổng hợp, hạn chế thấm nước - casein, không thấm nước - keo dính. 2. Keo dán nhiệt rắn tổng hợp Chất kết dính nhiệt rắn tổng hợp được đóng rắn bằng phản ứng trùng hợp hoặc trùng hợp ở nhiệt độ tương đối cao (lên đến +100 ° C) trong hầu hết các trường hợp. Trong công nghiệp chế biến gỗ và sản xuất đồ nội thất, keo dán nóng urê-fomanđehit các loại sau được sử dụng rộng rãi: KF-Zh trong sản xuất đồ nội thất; chất kết dính tương tự KF-B (đóng rắn ở +100 ° C trong 25-40 giây), chất kết dính carbamide-doformaldehyde nhập khẩu "Kleiberit 871" được sản xuất bởi công ty Kleiberit của Đức để dán ván ép và mặt đối mặt. Keo dán đóng rắn nóng bao gồm các chất kết dính của các nhãn hiệu sau: VK-32-EM, D-15, D-23, D-43, được sử dụng để dán kim loại và thủy tinh. Trong sản xuất và xây dựng đồ nội thất, chất kết dính nhiệt rắn tổng hợp được sử dụng, chẳng hạn như phenol-fomanđehit и resorcinol fomanđehit. Các chất kết dính này được sử dụng ở chế độ đóng rắn lạnh hoặc ấm với nhiệt độ gia nhiệt + 60-80 ° C. Chúng bao gồm chất kết dính của các nhãn hiệu SFZh, FR-12, FR-100, DFK-1AM, v.v. Các chất kết dính được liệt kê được sử dụng trong sản xuất đồ nội thất khi dán gỗ bằng kim loại và nhựa, trong xây dựng trong sản xuất cửa ra vào, khối cửa sổ, v.v.; thời gian bảo dưỡng của chúng ở nhiệt độ +20 ° C - từ 5 đến 25 giờ. Được sử dụng rộng rãi trong các ngành công nghiệp khác nhau chất kết dính polyvinyl axetat phenol BF-2, BF-4, BF-6: Keo dán gỗ BF-2 và BF-4, polystyrene, kim loại, thủy tinh, gốm sứ. Nhu cầu lớn giữa những người tiêu dùng khác nhau là chất kết dính epoxy phenolic cấp FE-10 và FR-10, được sử dụng để dán kim loại, các loại nhựa khác nhau và các vật liệu khác trong kết cấu hoạt động ở nhiệt độ lên đến +250 ° C. Cung cấp độ bền liên kết cao, chống ẩm và hóa chất chất kết dính epoxy được làm trên cơ sở nhựa dianova, ED-20, ED-22, ED-16 và E-40; cũng như chất kết dính các cấp K-160, K-176 dựa trên nhựa epoxy biến tính, được sử dụng để dán nhựa; dán các yếu tố bằng gỗ và nhựa trên bề mặt sơn mài. Dựa trên nhựa epoxy biến tính, chất kết dính PED và PED-6 được tạo ra, được sử dụng để dán gỗ với nhựa, gắn chặt nhựa polyvinyl clorua vào bề mặt của các cấu trúc xây dựng bằng kim loại và bê tông cốt thép. Ngành công nghiệp Nga sản xuất chất lượng cao chất kết dính polyurethane lớp PU-2, PU-2M, PU-UV, VK-5 VK-11, được sử dụng để dán kính, gốm sứ, gỗ, kim loại, nhựa gia cố, các vật liệu polyme khác nhau. Công ty Kleiberit của Đức sản xuất chất kết dính PU-501, đang có nhu cầu cao do hiệu quả tối đa trong việc kết dính các tấm xây dựng bằng khoáng sản, vật liệu gốm, liên kết nhiều lớp của gỗ, v.v. Công ty này cũng sản xuất chất kết dính polyurethane hai thành phần PU để ép màng , đồng thời tăng khả năng chịu nhiệt, chống ẩm và chống hơi nước. 3. Keo dán nhựa nhiệt dẻo tổng hợp Cũng như chất kết dính nhiệt rắn, trong các lĩnh vực khác nhau của nền kinh tế, bao gồm cả xây dựng và sản xuất đồ nội thất, chất kết dính nhựa nhiệt dẻo tổng hợp được sử dụng rộng rãi, được sử dụng ở dạng phân tán, dung dịch và chất kết dính nóng chảy: khi dán polystyrene giãn nở, các bộ phận bằng polyvinyl bọt clorua; trong sản xuất tất cả các loại công việc hoàn thiện. Sự khác biệt giữa chất kết dính nhựa nhiệt dẻo và chất kết dính nhiệt rắn là chúng giữ nguyên cấu trúc tuyến tính của các chuỗi đại phân tử trong hệ thống chất kết dính, và việc liên kết được thực hiện mà không có phản ứng hóa học. Chất kết dính nhựa nhiệt dẻo được chia thành polyvinyl axetat, chất kết dính nóng chảy, polyvinyl clorua, methinol polyamit, polymethyl methacrylate, nitrocellulose... Nhược điểm của những chất kết dính này là khả năng chịu nhiệt thấp - ở nhiệt độ +40 ° C, chúng bắt đầu mềm và ở + 60-70 ° C, độ bền của mối nối giảm mạnh. Chất kết dính polyvinyl axetat ở dạng phân tán có các nhãn hiệu sau: PVA, D 50 N, D 5 ° C, D 50 V, v.v. Loại keo PVA phổ biến nhất, được sử dụng trong sản xuất đồ nội thất và cuộc sống hàng ngày để dán vật liệu hoàn thiện màng lên các bề mặt khác nhau, dán các sản phẩm gỗ, giấy, bìa cứng, thủy tinh, sứ, da, v.v. Trong nhiều năm, loại keo tổng hợp như CMC - natri carboxymethyl cellulose kỹ thuật, muối natri của axit cellulose glycolic, thu được bằng phản ứng giữa cellulose kiềm với natri monochloroacetate hoặc axit monochloroacetic, đã được sử dụng với số lượng lớn trong xây dựng và đời sống hàng ngày, tức là. CMC - một sản phẩm của quá trình xử lý bột gỗ bằng hóa chất. Ưu điểm của CMC được sử dụng làm chất kết dính như sau: trộn tốt với bột màu, không làm thay đổi màu sắc của chúng, cũng như với tinh bột, dextrin; nhũ hóa dầu làm khô và một số vecni; có tính ổn định sinh học (hầu như không thối rữa). Trong những năm gần đây, nhiều loại chất kết dính nhựa nhiệt dẻo tổng hợp hiệu suất cao do công ty IGeiberit của Đức sản xuất đã được sử dụng trong sản xuất và xây dựng đồ nội thất, của các nhãn hiệu sau: "Kleiberit 303" - dựa trên sự phân tán polyvinyl axetat, được thiết kế để dán (nóng và lạnh) gỗ cứng và nhiệt đới, ván ép, khớp mộng; keo dán "Kleiberit Euroleim-300" - ứng dụng phổ quát, dựa trên sự phân tán polyvinyl axetat; được sử dụng để dán vỏ, ván ép, ván MDF, v.v.: chất kết dính "Tempo-305", "Tempo-332", "Tempo-338", "Tempo-347" - tất cả đều dựa trên sự phân tán polyvinyl axetat; dùng để dán các lớp nhựa polyme ghép lớp, cán mỏng. Cùng một công ty (Kleiberit) sản xuất chất kết dính nóng chảy chất lượng cao của một số loại: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (tất cả đều ở dạng hạt). Chúng mềm ra ở nhiệt độ từ +105 °C đến +115 °C; áp dụng ở nhiệt độ từ +200 đến +240 ° C; được sử dụng trong sản xuất đồ nội thất để dán veneer, các yếu tố trang trí, vật liệu phim, khi đối mặt với các bộ phận và cạnh hồ sơ. 4. Chất kết dính cao su Trong lĩnh vực xây dựng, sản xuất giày dép, đồ gỗ trong nhiều năm cuối thế kỷ XNUMX đầu thế kỷ XNUMX. chất kết dính cao su được sử dụng rộng rãi, được sản xuất trên cơ sở latex tự nhiên hoặc tổng hợp và các dung dịch làm từ hợp chất cao su. Phổ biến nhất là chất kết dính latex dựa trên chất đồng trùng hợp của divinyl với methyl methacryl và polychloroprene - loại KL-1, KL-2, KL-3, được sử dụng khi lót các bộ phận của bảng bằng veneer gỗ, màng làm từ giấy và polyvinyl clorua. Trong nhiều năm, chất kết dính nổi tiếng "Bustilat" đã được sử dụng trong xây dựng, có chứa tới 41 phần khối lượng cao su SKS-65 GP; nó được áp dụng cho nhãn dán bằng vải lanh, vật liệu dệt và nhiều vật liệu khác. Chất kết dính cao su bám dính tốt các vật liệu khác nhau với bề mặt xốp. Trong sản xuất giày và đồ nội thất, cũng như trong cuộc sống hàng ngày, chất kết dính cao su được sử dụng với số lượng và chủng loại lớn, thu được trên cơ sở dung dịch của cao su tự nhiên và tổng hợp trong dung môi hữu cơ. Nhiều chất điều chỉnh, chất chống oxy hóa, chất làm dẻo, chất làm cứng được thêm vào các chất kết dính này. Dung môi là axeton, etyl axetat, toluen, metyl etiketone,… Những chất kết dính này được sử dụng để dán bọt polyurethane, cao su xốp với nhau, cũng như để dán vào gỗ, bìa cứng, sợi gỗ và các vật liệu khác. Trong sản xuất giày, khi sửa chữa giày ở xưởng, xưởng may và tại nhà, cũng như trong sản xuất đồ nội thất, chất kết dính nairite được sử dụng liên tục và với số lượng lớn. Chất kết dính nairite được sử dụng rộng rãi nhất (trong nhiều năm) thuộc các cấp: 88N, 88NP 88NP-35 và NT, được sử dụng trong phương pháp dán nguội. Keo dán phổ biến nhất và được sử dụng phổ biến nhất là 88N và 88NP, được thiết kế để dán các vật liệu giày khác nhau (da tự nhiên và nhân tạo, vải, nhựa), cũng như để dán cao su, nhựa xốp, vải với nhau và để dán chúng vào kim loại , bê tông, gỗ. Keo 88NP-43 và 88NP-130 được sử dụng để dán cao su và cao su xốp vào kim loại, vật liệu ốp lát và ván sàn với gỗ và vật liệu xốp cứng. Ngành công nghiệp của Nga sản xuất nhiều loại chất kết dính clo-irit dựa trên cao su clo hóa cloropren và nairit. Trong số này, keo thương hiệu KS-1, bao gồm nairit cấp A, nairit clo hóa, oxit magiê, oxit kẽm và diphenylguandine, đã trở nên phổ biến. Các chất kết dính này được sử dụng trong các trường hợp tương tự như các chất kết dính của nhóm 88H. Từ lâu (hơn 30 năm), bả cao su kết dính KN-2 và KN-3 đã được sử dụng trong xây dựng, là một khối đồng nhất dạng sệt sệt có chứa cao su cloropren, nhựa indencoumarone, chất độn và dung môi. Mastic KN-2 dùng để dán vải sơn cao su, gạch và tấm cao su. Mastic KN-3 được sử dụng để dán các lớp phủ có lớp xốp, nitrolinoleum, khuôn định hình. Keo dán cao su ma tít dễ cháy và nổ, cũng như các vật liệu độc hại. 5. Chất kết dính protein Vào nửa sau TK XX. được sử dụng rộng rãi trong xây dựng chất kết dính protein - mezdrovy, xương và casein. Chúng cũng được sử dụng trong ngành nội thất. Trong xây dựng, những chất kết dính này được sử dụng để chuẩn bị các chế phẩm sơn khác nhau, trong sản xuất đồ nội thất - để dán gỗ. Casein là một chất protein được tiết ra dưới dạng khối sữa đông trong quá trình lên men của sữa. Để có được keo, một số chất kiềm được thêm vào nước chứa casein (ở dạng cục): soda, kali hoặc amoniac. Dưới tác dụng của kiềm, casein hòa tan và sau một giờ, nó biến thành keo, kết hợp với vôi sẽ tạo ra một loại sơn không thể tẩy được (nếu thêm bột màu). Các bản phát hành trong ngành keo casein ở dạng bột có bổ sung các thành phần cần thiết - hai nhãn hiệu: "Extra" (B-107) và "Ordinary" (OB). Keo casein cung cấp các kết nối đủ mạnh và đàn hồi - cường độ liên kết gỗ, không thấp hơn: đối với keo "Extra" - 10,6 MPa, đối với keo "Thông thường" (OB) - 7,5 MPa. Keo casein được sử dụng trong sản xuất đồ nội thất để dán các vật liệu tấm dày trong sản xuất tấm nội thất, để dán gỗ, giấy dán trang trí. Protein bao gồm chất kết dính collagen - mezdrovy và xương, trong đó chất kết dính là protein - collagen, có trong các mô liên kết và xương của các sinh vật động vật. Trong nước lạnh, collagen nở ra và khi đun nóng, nó chuyển thành một chất mới - glutin, có đặc tính keo. Keo da được chia thành solid và gallerty. Keo da rắn được sản xuất bằng gạch, vảy, dăm, nghiền và dạng hạt. Keo ẩn thu được bằng cách đun sôi chất thải protein từ các nhà máy thuộc da và nguyên liệu da với nước, sau đó sấy khô. (Mezdra là lớp dưới da của da động vật.) Keo Mezdra được sử dụng trong xây dựng và sản xuất đồ nội thất. keo xương (collagen) được sản xuất từ xương động vật đã khử chất béo và đánh bóng. Keo này được sản xuất dưới nhiều dạng: galerta (keo thạch), ngói, dạng hạt nghiền và dạng vảy. Tất cả các loại keo dán xương được chia thành các hạng: cao nhất, 1, 2 và 3. Luộc xương trước tiên tạo thành nước dùng loãng, sau đó bốc hơi thành một lớp thạch màu vàng hoặc nâu đậm. Keo như vậy được gọi là galley. Dung dịch keo dựa trên keo xương có thể bị thối rữa sau một thời gian, vì vậy chúng được tiêm một trong các chất khử trùng, chẳng hạn như phenol hoặc formalin. Trong công việc sơn, keo xương được sử dụng để chuẩn bị các thành phần sơn, sơn lót, bột bả, bột nhão bôi trơn. Hiện nay, chất kết dính protein được sản xuất với số lượng ít và hạn chế sử dụng, vì chúng đã được thay thế bằng chất kết dính tổng hợp có tính ổn định sinh học 100%, chịu ẩm và nhiệt cao, độ co ngót khi sấy khô thấp. Chất kết dính protein không có những phẩm chất này. 6. Phim và băng dính Trong ngành công nghiệp chế biến gỗ và sản xuất đồ nội thất, trong hai thập kỷ qua, màng và băng dính đã được sử dụng rộng rãi, có lớp keo dính mà vẫn giữ được độ dính trong thời gian dài. Khi dán lên bề mặt của bất kỳ vật liệu nào, các băng và màng này sẽ dính chặt vào nó khi ép. Các màng và băng dính được làm từ các vật liệu sau: Giấy sunfua định lượng 20 g / m 2, polyetylen, giấy bóng kính, vải, polyvinyl clorua dẻo, v.v ... Nhiều chất đàn hồi và polyme với các chất phụ gia khác nhau được sử dụng để phủ một lớp kết dính lên đế. Các loại sau đây được sử dụng rộng rãi nhất trong chế biến gỗ và sản xuất đồ nội thất từ gỗ. màng và băng dính: 1) phim bakelite (GOST 2707), được sử dụng để dán hàng không, ván ép trang trí và bạch dương, khoảng trống đồ nội thất; dán ở nhiệt độ + 150-155 ° C và áp suất 2-2,5 MPa; 2) băng dính (GOST 18251), được thiết kế để dán các dải veneer thành các tấm có chiều dài đầy đủ; trước khi sử dụng, lớp phủ của băng được làm ẩm; 3) băng dính giấy (TU 13-7309005-669-88). Nó được sử dụng để áp dụng cho vật liệu cạnh trong quá trình sản xuất và để bảo vệ cạnh của tấm chắn trong quá trình hoàn thiện; 4) băng dính LPLO-M (TU OP 13-64-37-83). Được thiết kế để dán các đầu của cuộn giấy trong quá trình nạp lại, làm đứt dây buộc vào ống quấn trong quá trình ngâm tẩm; 5) băng dính LT-38, LT-50 trên cơ sở polyme. Chúng được sử dụng để bảo vệ vật liệu viền khỏi những giọt vecni và sơn khi hoàn thiện tấm nội thất, cũng như để bảo vệ các cạnh khỏi các tác động cơ học trong quá trình vận chuyển. Các loại băng này (chất kết dính) là một màng gốc polyme có độ dày từ 35-50 micron, trên đó có phủ một lớp keo mỏng. LECTURE số 16. Vật liệu hoàn thiện 1. Hẹn vật liệu hoàn thiện. Vật liệu chuẩn bị bề mặt để hoàn thiện Mục đích của vật liệu hoàn thiện là để bảo vệ các tòa nhà, các cấu trúc và đồ nội thất khác nhau khỏi ảnh hưởng của môi trường hoặc để cải thiện vẻ ngoài cũng như tăng tuổi thọ sử dụng. Trong xây dựng, để trang trí bên ngoài của các tòa nhà và công trình kiến trúc (ở bên ngoài), trát, ốp đá hoa cương, đá granit, gốm sứ, gạch trang trí, tạo mẫu, sơn trang trí. Các vật liệu tương tự được sử dụng trong trang trí nội thất (nội thất) cũng như ngoại thất, cũng như giấy dán tường, vải sơn, ván ghép thanh, vật liệu tổng hợp (nhựa). Trong sản xuất đồ nội thất, đối với lớp phủ bảo vệ và trang trí, nhiều loại vật liệu hoàn thiện được sử dụng, được chia theo mục đích của chúng thành các nhóm chính: để chuẩn bị gỗ trước khi sơn và phủ vecni; để tạo một lớp sơn; phụ trợ. Sơn lót - đây là những chế phẩm bao gồm bột màu, chất độn và chất kết dính, khác với chế phẩm sơn ở hàm lượng bột màu thấp hơn. Mục đích của sơn lót là cân bằng khả năng "kéo" của bề mặt, làm cho độ xốp của nó giống nhau. Đối với sản xuất đồ nội thất, sơn lót được sử dụng ở dạng dung dịch nhựa, nitrocellulose và chất làm dẻo trong hỗn hợp dung môi. Các nhãn hiệu sơn lót sau đây được sử dụng trong xây dựng: glyptal GF-032, GF-020 và các loại khác; perchlorovinyl XB-050, XB-785, polyvinyl axetat VL-02, VL-02A, VL-023A. Sơn lót để sản xuất đồ nội thất được sử dụng trong các loại sau: NK, BNK, PE-0155, v.v. Putties - Đây là những hỗn hợp nhớt đặc ở dạng bột nhão, bao gồm các chất màu và chất độn trong một chất kết dính. Chúng phục vụ để lấp đầy các bất thường và sửa chữa các khuyết tật trên bề mặt được sơn. Các loại bột bả sau đây được sử dụng trong xây dựng: MS-006 - alkyd-styrene; perchlorovinyl - XB-004, XB-005, v.v.; polyvinyl axetat; epoxy EP-0010, v.v. Nhiều loại bột bả được sử dụng trong sản xuất đồ nội thất: bột trét polyester - P7-0025, P7-0059; epoxy - EP-0010; perchlorovinyl - XB-004, XB-005; vecni putties dựa trên vecni dầu và alkyd - số 175, LSh-1, LSh-2; chất kết dính, được chuẩn bị tại điểm tiêu thụ. Chất độn và thành phần của chất độn được áp dụng dưới lớp phủ trong suốt, đồng thời chúng giúp giảm tiêu thụ sơn và vecni và giảm độ sụt lún của lớp phủ. Các chất độn sau đây được sử dụng trong xây dựng và sản xuất đồ nội thất: KF-1, tương tự - KF-2, KF-3, KF-4; chất độn TMB-1, TMB-3, TMB-4 là bột nhão một thành phần không chứa dầu thực vật. Thuốc nhuộm trong xây dựng và sản xuất đồ nội thất được sử dụng rất đa dạng: thuốc nhuộm (tổng hợp, axit và tự nhiên); porenbeytsy - sơn lỏng và vecni để nhuộm gỗ; chất gắn màu (hóa chất - sắt, đồng sunfat, v.v.). Bột màu - bột mịn có nhiều màu sắc khác nhau - được sử dụng trong hỗn hợp với dung dịch có chế phẩm tạo màng giúp cố định bột màu trên bề mặt. 2. Sơn và đánh bóng để có kết thúc rõ ràng Các loại vecni, vecni khác nhau được sử dụng rộng rãi trong sản xuất và thi công đồ gỗ. May mắn Là dung dịch của các chất tạo màng tự nhiên hoặc tổng hợp trong dung môi hữu cơ hoặc nước, sau khi khô tạo thành màng rắn đồng nhất trong suốt, có độ bám dính tốt với vật liệu được cắt xén. Lacquers được chia thành rượu, nitrocellulose, polyester, urê-formaldehyde, cũng như vecni tạo thành màng do quá trình bay hơi chung của dung môi và phản ứng hóa học; vecni dầu (hạn chế sử dụng - do thời gian khô và thiếu dầu). Dầu vecni - đây là những dung dịch nhựa - nhựa thông, copal, glyphtalic trong dầu - hạt lanh, cây gai dầu, tung và dung môi của chúng - nhựa thông, xylen, rượu trắng, v.v. có thêm chất hút ẩm (để tăng tốc độ làm khô lớp sơn bóng). Được sử dụng rộng rãi trong các lĩnh vực khác nhau của nền kinh tế, bao gồm sản xuất đồ nội thất và xây dựng, một số loại vecni urê-alkyd: MCH-52, MCH-270, ML-2111 - cho đồ nội thất, ván trượt, nhạc cụ; ML-2111 PM - để hoàn thiện vật liệu phim. Hiện nay, chúng được sử dụng rộng rãi trong ngành nội thất và xây dựng. vecni chất lượng cao nitrocellulose, do công ty Herberts của Đức sản xuất: cellonite D-1009, D-1013. Nitro-lacquers có khả năng tồn tại không giới hạn, chúng khá tiên tiến về mặt công nghệ. Các doanh nghiệp trong nước sản xuất vecni phủ nitơ phủ lạnh các nhãn hiệu NTs-218, NTs-221, NTs-222, NTs-224, tạo thành các lớp phủ trong suốt, sáng bóng trên bề mặt, ngoại trừ vecni NTs-243 tạo thành lớp phủ bóng mờ trong suốt sơn phủ. Trong những năm gần đây, vecni polyurethane "Contracid D-3010" do công ty Herberts của Đức sản xuất đã được sử dụng để hoàn thiện chất lượng cao, không màu, dùng để phủ sàn gỗ và ván, hoàn thiện các sản phẩm phòng tắm, nhà bếp và nội thất văn phòng. Vecni này tạo thành các lớp phủ có khả năng chống mài mòn, ánh sáng, hóa chất và độ ẩm cao. PF-283 (dung dịch nhựa alkyd) được sử dụng phổ biến nhất để sơn phủ nội thất trên kim loại, gỗ sáng màu, đồ nội thất và sơn dầu sáng màu, cho ô tô và toa xe lửa. Được sử dụng rộng rãi trong ngành nội thất vecni các loại khác nhau: cồn và chất đánh bóng nitro, thấm sâu hơn vecni vào gỗ và tạo thành các màng rất mỏng có độ bóng và độ đàn hồi, đồng thời chúng cho phép bạn để lộ rõ các thớ gỗ. Chất đánh bóng là dung dịch cô đặc thấp của các chất đánh bóng. Chất đánh bóng cồn - dung dịch nhựa shellac trong rượu etylic, chất đánh bóng shellac phổ biến nhất - Dung dịch shellac 10-20% cồn (được sản xuất theo số - 13, 14, 5 và 16), được sử dụng để đánh bóng shellac, nitrocellulose và màng dầu. Nitropolishs được sử dụng để đánh bóng lớp phủ sơn mài nitro sau khi làm phẳng và mài. Thông thường, NTs-314 sản xuất trong nước được sử dụng. 3. Sơn và men để hoàn thiện mờ đục Nhiều loại sơn và men được sử dụng rộng rãi để hoàn thiện trong suốt các bề mặt khác nhau trong xây dựng, sản xuất đồ nội thất và trong hầu hết các lĩnh vực của nền kinh tế nói chung. Sơn được chế tạo dưới dạng hỗn hợp các chất màu và chất độn đã được chia nhỏ với dung dịch các chất tạo màng. Tùy thuộc vào mục đích, loại chất tạo màng, chất màu và chất độn, dầu pha sẵn, alkyd, silicat, organosilicat, gốc nước, perchlorovinyl, xi măng và các loại sơn khác được sản xuất với nhiều màu sắc khác nhau. Sơn, tùy thuộc vào mục đích, được sản xuất để sử dụng ngoài trời và trong nhà. Đối với công việc ngoài trời - sơn gạch, bê tông, trát vữa và các bề mặt bên ngoài xốp khác, bề mặt kim loại được sơn lót, cũng như lớp phủ cũ - sơn gốc nước dựa trên sự phân tán nước của các polyme tổng hợp thuộc các loại sau được sử dụng: E-AK-111, E-VA-17, E-VS-114, E-KCh-112. Nhà máy Moscow "Svyatozar" (sơn và vecni), từ năm 1990, đã sản xuất các loại sơn chất lượng cao: mặt tiền "Svyatozar-15" - acrylic, mờ, trắng (pha màu phấn). Trong những năm gần đây, nhiều loại sơn nhập khẩu đã được cung cấp cho Nga từ Phần Lan (TIK-KURILA), Đức (JOBI, KIMEG) và Vương quốc Anh (HAMMERITE). Hiện nay, các loại sơn trong nước sau đây được sử dụng rộng rãi: sơn dầu MA-15 (tất cả các màu), sơn gốc nước VDAK-2180, sơn mặt tiền - KhV-161, VDAK-1180, KO-815, KO-868, AK-124, sơn vạch kẻ đường - AK-591; cũng như PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 - để sử dụng ngoài trời và trong nhà. Men là huyền phù của các chất màu trong vecni với việc bổ sung chất làm dẻo và chất hút ẩm, chúng được sử dụng giống như sơn cho các công việc bên ngoài và nội thất trên kim loại, gỗ và thạch cao. Men khác với sơn ở chỗ hàm lượng các chất tạo màng tăng lên, giúp lớp phủ có chất lượng trang trí cao hơn. Men được sản xuất bởi ngành công nghiệp ở dạng hoàn thiện của các loại sau: dầu, dầu-glyphthalic - GF-1426, GF-230, v.v.; bút taphthalic - PF-223, PF-115, PF-266, v.v.; nitrocellulose (khô nhanh, được sử dụng rộng rãi trong sản xuất đồ nội thất) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273, v.v.; men polyester - PE-225, PE-276, V-PE-P79, v.v. Perchlorovinyl tạo ra các lớp phủ có khả năng chống lại tác dụng của thuốc thử hóa học và các hiện tượng khí quyển (kể cả mưa axit), - XB-124. Dầu-glyphthalic và men dầu được sử dụng để trang trí nội thất cơ sở, văn phòng, các sản phẩm kim loại và gỗ sử dụng trong nhà. Men Pentaphthalic Là huyền phù của bột màu trong vecni pentaphthalic với việc bổ sung chất hút ẩm và dung môi, được thiết kế để sơn các bề mặt kim loại và gỗ không chịu ảnh hưởng của khí quyển, được sử dụng rộng rãi trong xây dựng gia đình. 4. Dầu làm khô Dầu làm khô là chất lỏng dạng dầu, sau khi phủ lên bề mặt sẽ khô lại, tạo thành một lớp màng chống thấm đàn hồi mạnh. Dầu sấy được sản xuất bằng cách chế biến khô thực vật hoặc bán khô dầu, mỡ và các sản phẩm hữu cơ không chứa nhựa vecni. Dầu sấy khô được chia thành bốn loại: tự nhiên, nén, kết hợp, tổng hợp. Dầu làm khô tự nhiên thu được bằng cách xử lý (nấu) dầu thực vật ở nhiệt độ + 200-300 ° C, đồng thời thêm chất hút ẩm vào dầu, ví dụ như oxit, peroxit và muối của chì, coban, mangan. Dầu ăn và thêm chất hút ẩm làm tăng tốc độ khô (cứng) của màng sau khi sơn lên bề mặt. Dầu sấy khô bán tự nhiên hoặc được nén chặt là sản phẩm của quá trình nén dầu thực vật bằng quá trình oxy hóa, trùng hợp hoặc oxypolyme hóa, sau đó được pha loãng với dung môi. Trong quá trình sản xuất các loại dầu khô như vậy, tiết kiệm dầu đáng kể đã đạt được (lên đến 45%). Dầu khô kết hợp thu được trên cơ sở làm khô và bán khô dầu, được polyme hóa và khử nước; hỗn hợp dầu polyme hóa và dầu khử nước cũng được sử dụng, chủ yếu để pha chế các loại sơn dày. Dầu làm khô tổng hợp được làm từ nhựa tổng hợp (polyme) hoặc các loại dầu khác nhau bằng cách xử lý nhiệt và hóa học. Những loại dầu khô như vậy sau khi được bôi lên bề mặt sẽ đông cứng lại, tạo thành một lớp màng mỏng. Loại dầu sấy tổng hợp quan trọng nhất là dầu sấy alkyd (glyphthalic, pentaphthalic). Dầu khô tổng hợp được sử dụng để pha chế sơn dầu nghiền dày và sẵn sàng sử dụng. Những loại dầu khô này chứa 50% nhựa alkyd và 50% dầu khô. Dầu làm khô vải lanh và gai dầu tự nhiên được sản xuất từ dầu lanh hoặc dầu gai dầu với việc bổ sung máy gia tốc sấy - máy sấy mangan, chì và coban. Dầu khô lanh và gai dầu tự nhiên được sử dụng để sản xuất và pha loãng sơn nghiền dày, cũng như một vật liệu độc lập để sơn. Dầu khô bán tự nhiên oksol là dung dịch của dầu thực vật bị oxy hóa và chất hút ẩm trong rượu trắng. Tùy thuộc vào nguyên liệu thô được sử dụng, nó được sản xuất thành hai loại: "B" - từ dầu hạt lanh và dầu gai dầu; "PV" - từ dầu hướng dương, đậu tương, nghệ tây, ngô, nho. Sơn dầu dùng cho nội thất và ngoại thất được làm từ dầu khô loại "V" và loại "PV" được sử dụng cho các loại sơn chỉ dùng cho nội thất, ngoại trừ sàn nhà. Làm khô dầu polyme hóa - thay thế cho dầu làm khô tự nhiên; thu được bằng cách nén chặt dầu lanh đun nóng và sau đó thêm dung môi và chất hút ẩm. Nó được sử dụng để pha loãng các loại sơn dày để sơn ngoại thất và nội thất trên kim loại, gỗ và thạch cao trong các tòa nhà và cấu trúc của lớp thứ nhất và thứ hai. Dầu làm khô glyphthalic cũng được sử dụng trong các công việc hoàn thiện, được tạo ra bởi sự tương tác của dầu thực vật, glycerin và anhydrit phthalic với sự có mặt của chất hút ẩm. Dầu khô này được pha loãng với sơn mài dày dùng để sơn nội thất và ngoại thất trên kim loại và gỗ . LECTURE số 17. Tầng 1. Các loại sàn Thiết bị và loại sàn trong việc xây dựng các tòa nhà và cấu trúc khác nhau được xác định bởi các quy tắc và quy tắc xây dựng (SNiP). Tùy thuộc vào mục đích của các tòa nhà và cấu trúc, các tầng bên trong chúng - trong khuôn viên có thể rất đa dạng: gỗ, polyme, gốm, thủy tinh và xỉ thủy tinh, nhựa đường, bê tông với lớp phủ khảm của các tấm kiểu Breccia. Breccia là một tấm 400 x 400 mm hoặc 500 x 500 mm được làm từ các mảnh đá cẩm thạch, đá granit, gốm sứ trên cơ sở chất kết dính epoxy. Trong các xưởng cơ khí của các xí nghiệp, nơi hoạt động của ô tô hoặc ô tô điện chở nhiều loại hàng hóa, sàn nhựa đường được che từ trên cao bằng các tấm kim loại đục lỗ hoặc tôn 500? 500 mm trở xuống. Trong các cơ sở sản xuất của các doanh nghiệp khác nhau, sàn khảm cũng được lắp đặt bằng cách sử dụng các vụn đá cẩm thạch dựa trên vữa xi măng đặc biệt. Những sàn như vậy, sau khi làm khô dung dịch trong thành phần vụn, được chà nhám bằng máy mài đặc biệt. Ngoài ra, trong các tòa nhà công cộng và nhà xưởng phụ trợ của các xí nghiệp khác nhau, các tấm thủy tinh-silica, thủy tinh kết tinh và gốm thủy tinh xỉ được sử dụng để lát sàn. Những sàn như vậy được đặc trưng bởi tính trang trí cao, độ bền, khả năng chống kiềm và axit. Trong các cửa hàng của các ngành công nghiệp hóa chất khác nhau, sàn nhiều lớp với lớp phủ chống axit và kiềm đang được trang bị. Lớp dưới cùng là lớp phủ polyisobutylene hoặc tấm cao su có đặc tính đặc biệt (chịu được môi trường khắc nghiệt) và lớp trên cùng là gạch men chịu axit được đặt bằng các dung dịch đặc biệt. Gạch men trang trí với nhiều loại khác nhau được sử dụng ở khắp mọi nơi trong việc xây dựng sàn nhà trong các thiết bị vệ sinh, nhà tắm, tiệm giặt là, hành lang và đại sảnh của các tòa nhà khác nhau. Việc sử dụng gạch men để lát sàn đảm bảo hoạt động lâu dài, giảm chi phí sửa chữa (chỉ thay đổi những phần sàn bị hư hỏng trong quá trình vận hành). Sàn nhà bằng gạch men còn có các phẩm chất như: chịu nước, chịu axit và kiềm, chống mài mòn tốt, dễ lau chùi, có thể sử dụng dung dịch khử trùng, tạo hình các loại hoa văn (đồ trang trí). Trong những năm gần đây, các lớp phủ polyme khác nhau đã được sử dụng rộng rãi trong việc bố trí sàn nhà: vải sơn, gạch polyme, thảm tổng hợp, lớp phủ polyme liền mạch tự san phẳng. Sàn polyme trong tổng khối lượng sàn chiếm 40%, chúng được lắp đặt trong các tòa nhà công cộng, các cơ sở phụ trợ của các ngành công nghiệp, đôi khi trong văn phòng, cơ quan, chung cư. Theo quy chuẩn xây dựng hiện có, sàn gỗ được lát trong trường học, trẻ em và cơ sở y tế, và trong các tòa nhà dân cư. Những sàn này được làm bằng ván sàn, ván lát sàn và các sản phẩm gỗ lát. Trong những năm gần đây, sàn gỗ công nghiệp đã trở nên được sử dụng rộng rãi trong xây dựng tư nhân, trong các văn phòng dưới dạng ván lát sàn, ván lát sàn, ván lát sàn; với khảm và nghệ thuật và thiết kế trang trí. 2. Vật liệu và sản phẩm sàn gỗ Trong một thời gian dài, trong việc xây dựng các tòa nhà dân cư, nhiều tòa nhà và công trình kiến trúc khác nhau đã bố trí sàn ván, trong đó chủ yếu sử dụng các sản phẩm làm từ gỗ sồi, sồi, phong, tần bì, đường tùng, vân sam, thông, v.v.. Gỗ bồ đề và gỗ dương không được phép sử dụng. Trước khi máy chế biến gỗ ra đời, các tấm ván và khối gỗ được lắp ghép đơn giản với nhau. Sau đó, sau khi phát minh ra máy công cụ, vật liệu làm sàn bắt đầu được xử lý bằng phương pháp xay xát. Để ván sàn vừa khít - các mặt trước - phần dưới của chúng đã được làm 1 mm, và trên một cạnh có một rãnh, mặt khác - một đường lược. 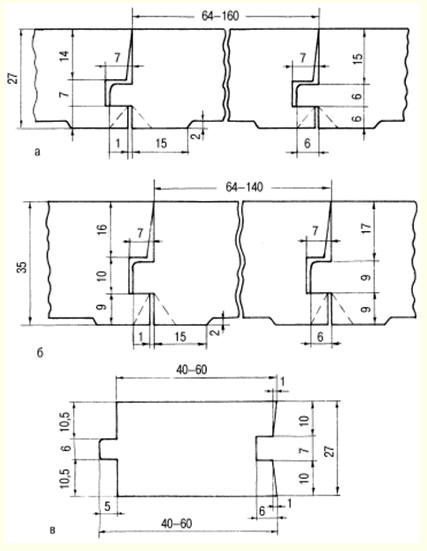 Cơm. 11. Các tấm ván sàn: a - DP-27; b - DP-35; c - thanh BP-27 Ván sàn được làm bằng ba loại - loại thứ nhất, thứ hai và thứ ba. Ván sàn loại 37 thường có độ dày là 40? 25 mm và được sử dụng khi lát sàn gỗ trong các tòa nhà công nghiệp, nhà thi đấu thể thao và các cơ sở khác có tải trọng tăng lên trên sàn. Trong các tòa nhà dân dụng, ván sàn có độ dày 35? 40 mm, được đặt trên các thanh ngang (bằng gỗ) - các khúc gỗ có kích thước 40? 50mm hay 50 ?? 100 mm. Gỗ làm ván sàn và thanh gỗ được xử lý sơ bộ qua quá trình khử trùng và ngâm tẩm các hợp chất chống cháy (chất chống cháy), ngoài ra, để bảo vệ ván sàn và thanh (gỗ tròn) khỏi côn trùng, người ta sử dụng phương pháp xử lý bằng cách xông hơi bằng khí độc. trong các buồng gia nhiệt đặc biệt đến nhiệt độ + 20 ° C hoặc sử dụng chế phẩm hiệu quả cao "Ermit" (bảo vệ chống lại các ảnh hưởng sinh học và khả năng chống cháy của gỗ trong XNUMX năm). Các yêu cầu sau đây được áp dụng cho ván sàn và thanh: độ ẩm 12? 3%, độ nhám của các bề mặt phía trước đối với lớp hoàn thiện trong suốt - không nhỏ hơn 80 micrômét, đối với lớp hoàn thiện mờ đục - không dưới 200 micrômét và đối với các bề mặt không có bề mặt - không nhỏ hơn 50 micrômét. Kế toán vật liệu gỗ cho sàn được thực hiện theo mét khối, trong khi chiều rộng của chúng được đo mà không tính đến chiều cao của sườn núi. 3. Vật liệu và sản phẩm cho sàn gỗ Trong những năm gần đây, việc sử dụng các loại ván lát, ván khảm, ván lát, ván gỗ trong xây dựng tư nhân (nhà nhỏ, biệt thự, nhà tranh mùa hè) và theo đơn đặt hàng sửa chữa sàn trong các tòa nhà đang hoạt động đã tăng lên. Trong xây dựng nối tiếp, sàn gỗ hiếm khi được sử dụng vì chi phí cao và công sức của công việc. Sàn gỗ thường được lát trong các khuôn viên nhà ở, các công trình công cộng, các công trình phụ trợ của các xí nghiệp công nghiệp. Sàn gỗ khối là ván gỗ sồi và gỗ nhiệt đới (loại A), cũng như sồi, cây du, tần bì, cây phong, hạt dẻ, trăn, cây thông (loại B). Nhãn hiệu A tương ứng với loại cao nhất và nhãn hiệu B - loại đầu tiên. Sàn gỗ khảm Nó được làm dưới dạng tấm chắn, được chia thành hai loại (theo phương pháp gắn các thanh vào đế): 1) P1 - ván được dán mặt trước trên giấy, mặt trước được lấy ra sau khi lát sàn gỗ; 2) P2 - các dải được dán mặt trái với vật liệu chống thấm sinh học đàn hồi (cách nhiệt và cách âm). còn lại trong cấu trúc sàn sau khi lát sàn gỗ. Loại sàn gỗ này cũng được chia thành loại A và B, tùy thuộc vào loại chất lượng, loại gỗ và quy trình xử lý ván. Độ dày của ván sàn gỗ khảm làm từ gỗ cứng là 8 mm, từ gỗ mềm - 10 mm. Chiều dài của ván gỗ - từ 100 mm đến 230 mm, chiều rộng - từ 20 đến 30 mm. Sàn lát gỗ đôi khi chúng được làm bằng ván gỗ, tùy thuộc vào thiết kế của đế, được chia thành ba loại: 1) PD1 - với đế một lớp của các thanh được đánh bằng hình vuông hoặc hình chữ nhật nằm vuông góc với nhau; 2) PD2 - với đế một lớp làm bằng các thanh được lắp ráp theo hướng trục dọc của ván gỗ; 3) PD3 - với đế hai lớp gồm hai lớp thanh hoặc thanh và veneer được dán lại với nhau, được đặt theo hướng vuông góc với nhau. Ván lát gỗ bao gồm một đế ở dạng thanh và một lớp phủ bằng ván gỗ hoặc veneer. Kích thước của các tấm ván gỗ trên bảng (lớp phủ) như sau: chiều dài - từ 150 đến 207 mm, chiều rộng - từ 20 đến 50 mm; độ dày - 6 mm. Đối với thiết bị của sàn gỗ, ván lát gỗ thường được sử dụng, có kích thước: từ 400? 400 mm đến 800? 800 mm, độ dày từ 22 đến 40 mm. Những tấm ván này bao gồm một đế trên đó các tấm ván gỗ được dán theo một mẫu cụ thể. Trên các cạnh của ván sàn, các rãnh được tạo ra để kết nối chúng với chốt. Ván gỗ trên các tấm như vậy có các kích thước sau: chiều dài - từ 100 đến 400 mm, chiều rộng - từ 20 đến 50 mm, độ dày - 6 mm. Trong những năm gần đây, sàn gỗ nghệ thuật đã được sử dụng để hoàn thiện sàn trong các tiệm VIP, văn phòng, nhà tranh, biệt thự, biệt thự - như một loại ván sàn. Sàn gỗ nghệ thuật được làm theo hai cách chính: "marquetry" - khi hoa văn được thu thập từ các tấm ván riêng lẻ, khác nhau về màu sắc và kết cấu, được lắp chặt với nhau; "intarsia" (khảm) - các mảnh gỗ riêng lẻ của các loài khác có kết cấu và màu sắc khác nhau được chèn vào nền chính của lớp gỗ phía trước. 4. Vật liệu polyme và các sản phẩm cho sàn nhà Trong nhiều thập kỷ, trong việc bố trí các tầng trong các tòa nhà công cộng, các cơ sở phụ trợ của các doanh nghiệp công nghiệp, vật liệu và sản phẩm polyme đã được sử dụng rộng rãi - dưới dạng cán (vải sơn, trải sàn tổng hợp các loại), gạch, tấm, cũng như ma tít, xi măng polyme và thành phần bê tông polyme. Được sử dụng rộng rãi nhất để sắp xếp các tầng là vải sơn polyvinyl clorua. Vải sơn, tùy thuộc vào cấu trúc, được sản xuất bởi ngành công nghiệp gồm ba loại: "MP" - nhiều lớp với lớp trước là màng polyvinyl clorua trong suốt có hoa văn in; "M" - nhiều lớp một màu hoặc đá cẩm thạch; "O" - một lớp một màu hoặc đá cẩm thạch; ở dạng cuộn dài 12 m, rộng 1200-1400 mm và dày 1,5 và 1,8 mm. Đối với sàn, vải sơn polyvinyl clorua thường được sử dụng trên cơ sở cách nhiệt và cách âm. Tấm vải sơn như vậy được sử dụng để bố trí sàn trong các phòng không tiếp xúc với vật liệu mài mòn (như cát), chất béo, dầu, nước và dung dịch của các vật liệu hóa học mạnh. Tấm vải sơn polyvinyl clorua trên đế có hai lớp: lớp dưới cùng là vật liệu không dệt có lỗ kim đóng vai trò là lớp cách nhiệt và cách âm, lớp trên cùng được phủ một lớp màng polyvinyl clorua phía trước trong suốt với các hoa văn khác nhau hoặc một màu; tổng độ dày của 2 lớp - 3,6 mm, chiều rộng - 1350 mm, chiều dài cuộn - 12 m. Khi lắp đặt sàn trong các phòng tiện ích của các xí nghiệp công nghiệp, thường sử dụng vải sơn cao su (Relin), nhiều lớp, được làm từ các hợp chất cao su dựa trên cao su tổng hợp, - một màu hoặc nhiều màu, có hoa văn, ở dạng cuộn dài 12 m, 1000 rộng mm và hơn, dày 3 mm. Loại vải sơn này không bị co ngót trong quá trình hoạt động, đảm bảo vệ sinh, tăng khả năng tiêu âm. Trong hơn nửa thế kỷ xây dựng, khi bố trí các tầng trong các tòa nhà công nghiệp và công cộng (trong các phòng tiện ích), Gạch PVC, một hoặc nhiều màu với mặt trước trơn hoặc dập nổi, size 300? 300 mm dày 1,5 và 2,5 mm - hình vuông hoặc hình thang. Trong những năm gần đây, để trải các loại sàn khác nhau (ván, xi măng) bắt đầu được sử dụng vật liệu thảm tổng hợp - không có xơ vải và có đống. Được sử dụng rộng rãi nhất để bố trí các tầng trong văn phòng, khu nhà, biệt thự là thảm tổng hợp, dưới dạng cọc, lớp dưới cùng là lớp nền PVC và lớp trên cùng là cọc vòng làm bằng sợi tổng hợp hoặc hỗn hợp sợi tổng hợp và sợi hóa học. Lớp phủ này được sản xuất ở dạng cuộn dài 12 m, rộng 1,5-2 m và dày 3-5 mm. Thảm tương tự nhập khẩu có khổ 2, 3, 4, 5 m. Trong việc xây dựng các doanh nghiệp công nghiệp trong nhiều năm, các vật liệu polyme mastic nhão đối với sàn liền mạch (nền bê tông hoặc bê tông cốt thép). KIẾN TRÚC SỐ 18. Vật liệu xây dựng 1. Vật liệu đá tự nhiên Vật liệu đá tự nhiên đã được sử dụng trong xây dựng từ thời xa xưa. Vật liệu đá tự nhiên chính và được sử dụng rộng rãi là cát (núi và sông), sỏi, đá phấn, cao lanh, đá dăm, Thuộc về vật liệu đá thô Ngoài các vật liệu đã liệt kê, vật liệu đá đã qua xử lý được sử dụng trong xây dựng: đá xẻ và đá khối cho tường, đá, tấm và các sản phẩm hồ sơ với các bề mặt được xử lý khác nhau để ốp bên ngoài và bên trong của các tòa nhà và cấu trúc. Theo các quy định và quy chuẩn xây dựng hiện hành, vật liệu đá tự nhiên được phân loại theo các tiêu chí sau: mật độ khối - nặng - với mật độ khối lớn hơn 1800 kg / m 3 và nhẹ - dưới 1800 kg / m 3; về cường độ nén - đối với các loại: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 và 1000 - tương ứng từ 0,4 đến 100 MPa. Vật liệu đá phổ biến nhất và được sử dụng trong xây dựng là cát sông và núi. Vật liệu đá được sử dụng rộng rãi không kém trong xây dựng là đá phấn và cao lanh. Đá phấn là một loại đá trầm tích có thành phần hóa học là canxi cacbonat CaCO nguyên chất 3. Trong ngành xây dựng và sơn, cao lanh cũng được sử dụng rộng rãi - một sản phẩm của sự phá hủy các loại đá có chứa fenspat. Cao lanh là một loại đất sét trắng, về mặt hóa học, nó là một silicat nhôm ngậm nước; được thêm vào các màu có chứa phấn để cải thiện chất lượng vẽ và kỹ thuật của chúng. Đối với xây dựng đường và sản xuất các sản phẩm bê tông và bê tông cốt thép, sỏi dolomit hoặc granit được sử dụng liên tục và với khối lượng lớn, là sản phẩm của quá trình phá hủy đá, ở dạng đá nhỏ hoặc tương đối lớn (được đánh bóng bằng nước) có kích thước từ 5 đến 75,0 mm, mật độ trung bình trên 2 g / cm 3. Sỏi chống sương giá được chia thành các loại: Мrz 15, 25, 50, 100, 150, 200, 300. Đá nghiền được sử dụng liên tục và với số lượng lớn làm cốt liệu lớn cho bê tông nguyên khối, bê tông đúc sẵn và các sản phẩm bê tông cốt thép, cũng như trong xây dựng đường bộ - ở dạng các mảnh đá có hình dạng không đều có kích thước từ 15 mm đến 150 mm. Đá dăm là loại đá tự nhiên (cỏ) và được nghiền nhỏ. Đá nghiền vụn thu được bằng cách nghiền nát các mảnh đá lớn trong các nhà máy đá nghiền. Theo khả năng chống băng giá, đá dăm được chia thành các cấp sau: Mrz 15, 25, 50, 100, 150, 200, 300. Đá vụn được sử dụng tương tự như đá dăm - trong xây dựng nền móng, làm chất độn cho bê tông đá vụn trong xây dựng các kết cấu khối bê tông và bê tông cốt thép, trong việc lắp đặt và sửa chữa đường. Kích thước của các mảnh đá vụn - từ 150 đến 500 mm. Theo khả năng chống băng giá, đá vụn được chia thành các loại: Mrz 15, 25, 50, 100, 150, 200, 300. Trong xây dựng, các vật liệu tường đá khác nhau được sử dụng rộng rãi và với khối lượng lớn - gạch, đá, khối nhỏ và tấm, được chia thành các loại thông thường, dùng để đặt các bức tường bên ngoài và bên trong, và các bức tường phía trước, để ốp tường. 2. Bê tông Việc sử dụng các loại bê tông khác nhau là một phần quan trọng trong việc xây dựng các công trình công nghiệp và dân dụng khác nhau. Bê tông là vật liệu đá nhân tạo thu được bằng cách tạo hình và làm cứng hỗn hợp bê tông bao gồm chất kết dính, nước, cốt liệu và phụ gia đặc biệt theo một tỷ lệ nhất định. Theo loại cốt liệu, bê tông là: trên cốt liệu dày đặc, trên cốt liệu đặc biệt, trên cốt liệu hữu cơ. Tùy thuộc vào mật độ khối, bê tông được chia thành: đặc biệt nặng - với mật độ khối lớn hơn 2500 kg / m 3; nặng - 2000-2500 kg / m 3; trọng lượng nhẹ - 1800-2200 kg/m 3; nhẹ - 500-1800 kg / m 3. Bê tông nhẹ được làm từ các loại sau: trên cốt liệu xốp và nhân tạo; bê tông xốp thô; đặc biệt nhẹ - với mật độ lớn dưới 500 kg/m 3. Bê tông được chuẩn bị trực tiếp tại công trình bằng các trạm trộn bê tông với nhiều kích cỡ khác nhau. Để sản xuất các kết cấu bê tông và bê tông cốt thép khác nhau, bê tông nặng (kết cấu) được sử dụng, được chuẩn bị trên chất kết dính xi măng, các cốt liệu lớn và nhỏ dày đặc. Bê tông nhẹ được chế biến bằng cách sử dụng chất kết dính xi măng và cốt liệu thô xốp hoặc cốt liệu mịn dày đặc, được sử dụng trong công nghiệp, nông nghiệp và các loại xây dựng khác. Đối với bê tông nhẹ, các loại và cấp độ sau đây được thiết lập: cấp độ bền cho bê tông kết cấu - B2,5; B3,5; B5…B40; cấp độ bền cho bê tông cách nhiệt - B0,35; B0,75; TRONG 1. Bê tông nhẹ bao gồm arbolite, được làm trên chất kết dính xi măng, cốt liệu hữu cơ và phụ gia hóa học Arbolite và các sản phẩm làm từ nó nhằm mục đích sử dụng trong các tòa nhà cho các mục đích khác nhau với độ ẩm tương đối của không khí trong nhà không quá 60% và không có môi trường xâm thực (lỏng và khí). Trong xây dựng, bê tông tế bào thường được sử dụng, tùy thuộc vào mục đích, được chia thành kết cấu cách nhiệt, kết cấu cách nhiệt và đặc biệt, ngoài ra, chúng được chia theo loại hình thành lỗ rỗng thành bê tông khí và bê tông bọt. Theo các điều kiện làm cứng, bê tông tế bào có thể được hấp và không hấp. Đối với bê tông tổ ong, các loại và cấp độ sau đây được thiết lập: cấp độ bền nén - B0,35; B0,75; TRONG 1; B1,5; … TRONG 20; các loại cho mật độ trung bình - D300, D400, D500 ... D1200. Mác bê tông silicat cho mật độ trung bình - D1000, D1100, D1200 ... D2400. Các nhà máy bê tông cũng sản xuất bê tông chịu nhiệt dành cho các sản phẩm, kết cấu và cơ sở hoạt động ở nhiệt độ trên +200 ° C. Để sản xuất các sản phẩm và kết cấu hoạt động trong các điều kiện khác nhau, tiếp xúc với môi trường xâm thực, bê tông chịu hóa chất được sản xuất dựa trên nhựa tổng hợp furan, furan-epoxy, urê, nhựa tổng hợp acrylic (bê tông polyme) và thủy tinh natri hoặc kali lỏng với phụ gia polyme ( bê tông silicat polyme). 3. Cối Trong việc xây dựng các tòa nhà và cấu trúc sử dụng gạch, khối tường và tấm, các loại vữa khác nhau được sử dụng. Khi thực hiện công việc xây gạch, việc lắp đặt các khối và tấm tường, vữa xi măng được sử dụng, có thành phần từ 1: 1 đến 1: 6, tức là từ 1 đến 6 phần cát được lấy cho một phần thể tích xi măng (vữa 1 thường được sử dụng nhất: 1 và 1: 2). Vữa xi măng tỷ lệ 1: 3 hoặc 1: 4 được sử dụng để trát các phần dưới của móng trong môi trường ẩm ướt, trát vữa và tường ngoài của các tòa nhà. Ngoài vữa xi măng còn sử dụng các loại vữa khác: vôi, thạch cao и Trộn. Tất cả các giải pháp được chia nhỏ theo mật độ trung bình ở trạng thái khô - thành nặng, với mật độ trung bình 1500 kg / m3 và hơn thế nữa, và nhẹ, với mật độ trung bình dưới 1500 kg / m 3; các điểm được đặt theo giới hạn: 4, 10, 25, 50, 75, 100, 150, 200. Thương hiệu vữa và tỷ lệ trong các chế phẩm phụ thuộc vào thương hiệu xi măng. Ví dụ, thương hiệu vữa xi măng 50, với việc sử dụng xi măng M-400, thành phần sẽ là 1: 6 (đối với một phần xi măng - 6 phần cát). Vữa xi măng-vôi (hỗn hợp) được sử dụng để trát các bức tường bên ngoài, các bộ phận ẩm ướt của tòa nhà. Thành phần của vữa xi măng-vôi (xi măng: vôi: cát) theo tỷ lệ thể tích: 1:1:1; 1:2:8; 1:2:11 và 1:3:15; những tỷ lệ này phụ thuộc vào nhãn hiệu xi măng. Vữa vôi-thạch cao được dùng chủ yếu để trát bề mặt gỗ của các phòng không được làm ẩm, cũng như bề mặt đá, ván sợi. Vữa vôi được sử dụng để trát phòng khô, kết cấu bằng đá, gạch, gỗ và không nung. Lượng cát được thêm vào dung dịch phụ thuộc vào độ "béo" của đất sét... Để cải thiện độ bền và chất lượng công việc trong quá trình xây và trát, các chất hóa dẻo hữu cơ - chất tạo bọt siêu nhỏ (naft xà phòng, dung dịch kiềm xà phòng, chất thải gốc xà phòng, v.v.) được đưa vào thành phần của vữa. Để hoàn thiện mặt tiền của các tòa nhà và nội thất của các cơ sở bên trong, cũng như để hoàn thiện bề mặt phía trước của các tấm tường và các khối lớn của nhà máy, các loại vữa trang trí được sử dụng: đất nung, xi măng-cát, vôi-cát. Để có được thiết kế mong muốn, các chất phụ gia tạo màu được đưa vào các giải pháp này cho thạch cao trang trí - bột màu (chịu ánh sáng, kháng kiềm và kháng axit - tự nhiên và nhân tạo). Để lấp đầy các rãnh của kết cấu bê tông cốt thép dự ứng lực, người ta sử dụng cái gọi là vữa phun - xi măng-cát và xi măng... Để đặt các lò công nghiệp và các bộ phận nhiệt khác làm bằng gạch aluminosilicat, một loại vữa xi măng đất sét nung đặc biệt có khả năng chịu nhiệt được sử dụng. Vữa Fireclay-bauxite cũng được sử dụng cho công việc tương tự (khi đặt các bộ phận của lò hoạt động ở nhiệt độ từ +1300 đến +1350 ° C). Trong quá trình sản xuất các dung dịch chịu nhiệt này, xi măng Portland và xi măng Portland hóa dẻo được sử dụng làm chất kết dính trong vữa xi măng đất sét nung và thủy tinh lỏng natri với mô đun 2,5-3 được sử dụng trong vữa bauxite đất sét nung. 4. Cốt liệu vô cơ cho bê tông Vật liệu xây dựng phi kim loại, đá dăm, xỉ và cát từ phế phẩm của các ngành công nghiệp khác nhau, cũng như các vật liệu tự nhiên và nhân tạo xốp được sử dụng làm cốt liệu vô cơ cho bê tông. Đá dăm và cát từ chất thải công nghiệp (khai thác và chế biến) được phân loại là vật liệu dày đặc. vật liệu tự nhiên xốp là tuff và đá bọt có nguồn gốc núi lửa. cốt liệu thô là đá dăm và sỏi, cát mịn. Đá dăm xỉ được sử dụng làm cốt liệu lớn trong sản xuất bê tông nặng của các kết cấu bê tông và bê tông cốt thép đúc sẵn và nguyên khối, các bộ phận của nhà và công trình. Theo cường độ, đá nghiền từ xỉ luyện kim dày đặc được chia thành các cấp sau: DR 15, DR 25, DR 35, DR 45. Trong sản xuất bê tông nhẹ (cách nhiệt và kết cấu), sỏi và cát sét trương nở được sử dụng làm cốt liệu. Những vật liệu này là cốt liệu nhân tạo xốp. Cát sét trương nở thu được bằng cách nghiền sỏi đất sét nở ra. Tùy thuộc vào tỷ trọng, sỏi của mỗi phần được chia thành các cấp: 250, 300, 350, 400, 450, 500 và 600. Cát sét mở rộng, tùy thuộc vào tỷ trọng và phần nhỏ, có các cấp từ 500 đến 900. Trong sản xuất bê tông nhẹ kết cấu và kết cấu - cách nhiệt, đá dăm (sỏi) và cát nhiệt rắn được sử dụng làm chất độn. Đối với sản xuất bê tông nhẹ kết cấu, đá nghiền và cát agloporit được sử dụng rộng rãi làm cốt liệu, thu được bằng cách nghiền các bánh được hình thành do sự kết tụ của điện tích hạt, bao gồm các nguyên liệu khoáng tự nhiên và chất thải công nghiệp. Trong sản xuất bê tông nhẹ cách nhiệt và kết cấu, ngoài các cốt liệu nhân tạo xốp ở trên, sỏi và cát shungizite được sử dụng. Loại sỏi này thu được bằng cách nung đá chứa shungit, và cát thu được bằng cách nghiền loại sỏi này. Sỏi shungizite của mỗi phần, tùy thuộc vào mật độ lớn, được chia thành các lớp 200, 250, 550 và cát từ sỏi trên - thành các lớp 500-900. Trong xây dựng, cát và đá vụn, đá trân châu mở rộng, thu được bằng cách nghiền và xử lý nhiệt đá núi lửa chứa nước, đã được sử dụng rộng rãi trong một thời gian dài. Những vật liệu này được sử dụng trong sản xuất bê tông nhẹ, và cát trân châu cũng được sử dụng để lấp đầy cách nhiệt, vữa thạch cao, vật liệu cách nhiệt và cách âm, và các sản phẩm. Các loại cát perlite mở rộng theo mật độ khối - từ 75 đến 500 và đá dăm - từ 200 đến 500. Trong hơn năm mươi năm, một vật liệu tuyệt vời như vermiculite mở rộng đã được sử dụng trong xây dựng như một chất lấp đầy cách nhiệt ở nhiệt độ bề mặt cách nhiệt từ -260 ° C đến +100 ° C. Nguyên liệu thô để thu được vermiculite mở rộng bằng cách nung là mica ngậm nước tự nhiên. Các loại vermiculite theo mật độ lớn - 100, 150, 200. 5. Sản phẩm dựa trên chất kết dính khoáng Trong nhiều năm (trong thế kỷ XX-XXI), các sản phẩm khác nhau dựa trên chất kết dính khoáng đã được sử dụng rộng rãi trong xây dựng. Phổ biến nhất trong sản xuất các công trình xây dựng là thạch cao và các sản phẩm bê tông thạch cao. Tấm thạch cao thường được sử dụng để làm tường ngăn trong các công trình có điều kiện phòng khô ráo và bình thường. Được sử dụng rộng rãi trong thế kỷ XNUMX. và hiện nay tấm thạch cao được sử dụng để hoàn thiện và sắp xếp các bức tường và vách ngăn trong các tòa nhà và phòng có điều kiện khô và độ ẩm bình thường, cũng như để sản xuất các sản phẩm trang trí và tiêu âm. Để lắp đặt vách ngăn chịu lực trong các công trình với nhiều mục đích khác nhau, người ta sử dụng các tấm bê tông thạch cao, được làm từ bê tông trên chất kết dính thạch cao hoặc thạch cao. Ở mọi nơi trong xây dựng, các sản phẩm xi măng amiăng khác nhau được sử dụng: tấm phẳng và định hình, tấm và tấm - cho tường và lớp phủ, đường ống và phụ kiện. Các sản phẩm làm từ xi măng amiăng có nhiều đặc tính quý: chống băng giá, chống nước, dẫn nhiệt cao, dễ đánh bóng và có thể gia công, không mục nát, chống cháy. Từ lâu, gạch xi măng-cát làm từ hỗn hợp xi măng Portland, cát và đất sét đã và đang được sử dụng trong xây dựng (để xếp mái). Những viên gạch như vậy có các kích thước sau: chiều dài 390 mm, chiều rộng 240 mm và độ dày 8-10 mm, độ sâu của các rãnh khoảng 5 mm và chiều cao của gai để treo ít nhất là 10 mm. Để gắn vào thanh tiện mái trong ngói, một lỗ xuyên qua được tạo ra ở phần chồng lên nhau trong quá trình sản xuất. Ở các thành phố, để lắp đặt mặt đường đúc sẵn của vỉa hè, sân vườn cảnh quan và đường dành cho người đi bộ, bãi đáp trên các tuyến giao thông công cộng, tấm lát bê tông được sử dụng rộng rãi và phổ biến, được làm từ bê tông nặng với các chất phụ gia khác nhau đảm bảo hoạt động lâu dài của nó Mỹ phẩm. Tấm lát bê tông được làm dưới dạng hình vuông, hình chữ nhật, hình lục giác đều hoặc các hình khép kín. Trên cơ sở chất kết dính khoáng chất, các sản phẩm kiến trúc và xây dựng khác nhau được sản xuất dưới dạng các tấm trang trí với bề mặt khảm, trang trí, nhằm mục đích ốp bên ngoài và bên trong các yếu tố của tòa nhà và cấu trúc. Tấm bê tông mặt tiền cũng được sản xuất, được sử dụng để ốp tường và cột của các tòa nhà và công trình bằng đá. Ngoài các sản phẩm trên trong xây dựng (chủ yếu là thấp tầng), đá bê tông ốp tường được sử dụng để chịu lực và kết cấu bao che của các công trình nhà ở, công cộng, công nghiệp và nông nghiệp. Những viên đá này được tạo ra dưới dạng các khối hình chữ nhật song song toàn thân và rỗng, chúng là những viên đá bình thường và có mặt. Loại thứ hai được làm với bề mặt phía trước được sơn và không sơn. Đá ốp tường bê tông được sản xuất bởi các nhà máy bê tông thuộc các loại sau: "SKT" - trên chất kết dính xi măng; "SKI" - trên vôi; "SKSH" - trên xỉ; "SKT" - trên chất kết dính thạch cao. 6. Sản phẩm bê tông và bê tông cốt thép đúc sẵn Việc sử dụng các sản phẩm bê tông và bê tông cốt thép đúc sẵn tạo thành cơ sở xây dựng cơ bản trong nhiều lĩnh vực của nền kinh tế đất nước. Trong nhà ở và xây dựng dân dụng, một loạt các sản phẩm bê tông và bê tông cốt thép đúc sẵn được sử dụng: móng bê tông cốt thép nguyên khối, khối tường, tấm sàn bê tông cốt thép, cầu thang và chiếu nghỉ, tấm tường và vách ngăn, bệ cửa sổ, thanh ngang, ban công, khối thiết bị vệ sinh, lan can và các sản phẩm khác. Bê tông cốt thép là vật liệu xây dựng chính trong đó bê tông (có nhiều loại - nhẹ, nặng, v.v.) và cốt thép (làm bằng thép đặc biệt các loại 35GS-AP, A - III, A - IV) được kết hợp, nằm trong vùng chịu lực của kết cấu và chịu ứng suất kéo Ứng suất nén được truyền đến bê tông trong một sản phẩm như vậy. Kết cấu bê tông cốt thép nguyên khối, được đổ bê tông tại công trường (đổ móng bê tông cốt thép nguyên khối, cũng như tường chịu lực của các tòa nhà - sử dụng ván khuôn đặc biệt - sử dụng công nghệ mới để xây dựng các tòa nhà dân cư) và đúc sẵn, lắp ráp tại công trường từ các phần tử riêng lẻ (tấm tường hoặc khối trong xây dựng nhà ở tấm lớn). Đối với xây dựng công nghiệp, một loạt các sản phẩm bê tông cốt thép và bê tông đúc sẵn cũng được sử dụng: khối móng (FBS-4, FBS-5, v.v.), gối, dầm, xà ngang, cọc bê tông đúc sẵn và bê tông cốt thép, giàn, vòm, dầm cầu trục, cầu thang và bệ, v.v. Trong xây dựng giao thông, tà vẹt bê tông cốt thép (thay vì bằng gỗ), các bộ phận của bệ chở khách và hàng hóa, cống và ống bê tông cốt thép, cũng như kết cấu bê tông đúc sẵn và bê tông cốt thép của cầu được sử dụng rộng rãi. đã sử dụng. Một loạt các sản phẩm bê tông và bê tông cốt thép đúc sẵn được sử dụng trong xây dựng nông nghiệp: khối móng (FBS1, FBS-2, FBS-3, v.v.), đệm móng, móng bê tông cốt thép đúc tại chỗ, giàn, cột cọc , dầm, tấm sàn, tường và vách ngăn, các phần tử của nhà kính, nhà kính, silo, khay bê tông cốt thép (L-3, L-4, L-5), các phần tử của giếng bê tông cốt thép đúc sẵn. Đối với hệ thống cải tạo đất, các sản phẩm bê tông cốt thép và bê tông đúc sẵn như vậy được sản xuất làm ống dẫn cho đường ống áp lực với phụ kiện ứng suất trước, ống dòng chảy tự do trơn, khay bê tông cốt thép (L-4, L-5, L-6), vòng bê tông cốt thép và nắp đậy, tấm bê tông cốt thép (đặt trong kênh mương thủy lợi lộ thiên). Trong hệ thống thoát nước thải đô thị, các ống ổ cắm phi áp lực bằng bê tông cốt thép, ống trơn không áp lực, các vòng và nắp bằng bê tông cốt thép cũng được sử dụng. Các yếu tố của hàng rào bê tông cốt thép đúc sẵn được sử dụng để trang bị hàng rào cho các cơ sở công nghiệp quan trọng (nhà máy điện hạt nhân, nhà máy quân sự và phạm vi, v.v.). Khi đặt đường dây điện trên không và thông tin liên lạc, các cột bê tông cốt thép có nhiều hình dạng khác nhau được sử dụng rộng rãi - tròn, vuông, chữ nhật, các sản phẩm tương tự cũng được sử dụng trong điện khí hóa đường sắt. Tác giả: Alekseev V.S.
▪ Hoạt động thương mại. Ghi chú bài giảng ▪ Hoạt động tìm kiếm hoạt động. Giường cũi ▪ Tóm tắt văn học nước ngoài thế kỷ XNUMX. Giường cũi
Máy tỉa hoa trong vườn
02.05.2024 Kính hiển vi hồng ngoại tiên tiến
02.05.2024 Bẫy không khí cho côn trùng
01.05.2024
▪ Bài viết của Chilo. câu cách ngôn nổi tiếng ▪ bài viết Tổng thống Mỹ nào từng bị thỏ rừng tấn công? đáp án chi tiết ▪ công nhân bếp bài. Mô tả công việc ▪ bài viết Bộ phân tần - bộ phân xung. Bách khoa toàn thư về điện tử vô tuyến và kỹ thuật điện ▪ bài viết Đèn led nhập khẩu. Bách khoa toàn thư về điện tử vô tuyến và kỹ thuật điện
Trang chủ | Thư viện | bài viết | Sơ đồ trang web | Đánh giá trang web
www.diagram.com.ua |


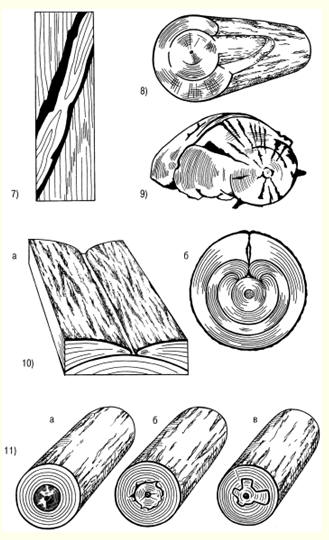
 Xem các bài viết khác razdela
Xem các bài viết khác razdela 