|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
ENCYCLOPEDIA VỀ ĐIỆN TỬ TRUYỀN THANH VÀ KỸ THUẬT ĐIỆN Lắp ráp và tháo dỡ các yếu tố. Bách khoa toàn thư về điện tử vô tuyến và kỹ thuật điện
Bách khoa toàn thư về điện tử vô tuyến và kỹ thuật điện / Ham Radio Technologies 7.1. Gắn trên bảng mạch in.Trước khi lắp đặt, dây dẫn in và miếng tiếp xúc phải được chuẩn bị để hàn - làm sạch màng oxit và các chất gây ô nhiễm. Nếu việc lắp đặt được thực hiện ngay sau khi sản xuất bảng mạch in, thì việc lau các dây dẫn bằng tăm bông nhúng vào cồn là đủ. Nếu đã lâu kể từ khi sản xuất bảng và lớp phủ kim loại bị sậm màu (bị oxy hóa), thì trước tiên bạn cần làm sạch bảng cho đến khi sáng bóng bằng giấy nhám hạt mịn, sau đó rửa kỹ bằng cồn. Sau khi tẩy dầu mỡ, dùng chổi quét một lớp mỏng nhựa thông lên tất cả các miếng tiếp xúc của bảng mạch in (xem Bảng 9.2). Các phần tử phóng xạ và vi mạch cũng cần được chuẩn bị để lắp đặt và hàn. Để làm điều này, dây dẫn của chúng được đúc (tạo cho chúng hình dạng mong muốn), cắt theo chiều dài cần thiết, làm sạch (phần 7.9) và đóng hộp. Việc đúc các dây dẫn được thực hiện theo thứ tự, trước hết là để đưa khoảng cách giữa chúng và các miếng tiếp xúc thẳng hàng, và thứ hai, để tránh làm bong tróc các dây dẫn và miếng đệm được in khi ấn bất cẩn vào thân phần tử. Việc tạo hình có thể được thực hiện bằng nhíp, kìm thu nhỏ, kìm mũi tròn hoặc một thiết bị đơn giản (phần 5.4). Vì cường độ bám dính của giấy bạc với bảng mạch thấp và giảm khi bị nung nóng, nên khi hàn các kết nối trên bảng mạch in, phải cẩn thận để tránh quá nhiệt, vì điều này có thể dẫn đến bong tróc dây dẫn và miếng đệm khỏi bảng mạch. Để hàn, nên sử dụng chất hàn có điểm nóng chảy thấp: POSK 50, POS 61 và các loại khác (xem Bảng 9.1), công suất của mỏ hàn điện khi hàn bằng các chất hàn này không được vượt quá 35-40 W. Trong một số trường hợp, nắp được lắp vào các lỗ của bảng mạch in để điều chỉnh các phần tử. Hàn các piston là điều kiện tiên quyết để thiết bị hoạt động đáng tin cậy.
7.2. Phương pháp cài đặt phức hợpnhư sau (Hình 7.1). Một lớp khối nhựa (đất sét đúc hoặc nhựa dẻo) được đặt dưới đáy khuôn tương ứng với kích thước của tấm ván tương lai; Một bản phác thảo sơ đồ nối dây, được làm trên giấy can theo tỷ lệ 1:1, được đặt lên trên, cho biết vị trí của các phần tử và các đầu nối của chúng. Bản phác thảo được phủ một lớp bảo vệ trong suốt, chẳng hạn như màng nhựa. Tiếp theo, sắp xếp các yếu tố theo bản phác thảo. Trong trường hợp này, các dây dẫn xuyên qua lớp bảo vệ, làm rách giấy và khối nhựa. Sau đó, khuôn được đổ đầy hợp chất. Trước khi lắp chúng vào khối nhựa, các dây dẫn của các phần tử vô tuyến được làm thẳng, uốn cong theo bản phác thảo lắp đặt và rút ngắn nếu cần. Nguyên tắc sắp xếp các phần tử mạch cũng giống như cách lắp đặt thông thường. Trong các mẫu bảng mạch thử nghiệm, các phần tử mạch được đặt sao cho sau khi đổ vỏ, chúng nằm trên lớp hỗn hợp. Trong các sơ đồ đã được chứng minh, phần thân của các nguyên tố có thể được ngâm một phần hoặc hoàn toàn trong hợp chất. Không nên đổ đầy các bộ phận ferit mà không có biện pháp bảo vệ đặc biệt bằng hợp chất. Để lắp đặt theo cách này, bạn có thể sử dụng epoxy, polyester acrylate và các hợp chất tương tự. Hợp chất phải trong suốt và dễ chảy, sau khi đông cứng sẽ có tính đàn hồi. Các yêu cầu này được đáp ứng bởi hợp chất epoxy có thành phần sau (tính theo trọng lượng): nhựa epoxy-100, dibutyl phthalate từ 20 đến 25, polyetylen polyamine từ 12 đến 15.
Độ dày của lớp hợp chất có thể là 1,5-3,5 mm. Hợp chất này được trùng hợp đầu tiên ở nhiệt độ phòng trong 6-12 giờ và sau khi lấy ra khỏi khuôn ở nhiệt độ 60-80 ° C trong 4 - 6 giờ nữa.Thành phần trên của hợp chất đảm bảo độ bám dính đáng tin cậy của cả hai loại được lấp đầy một phần và các phần tử không được lấp đầy, cũng như khả năng chống va đập khi lắp đặt. Điện trở cách điện giữa các cực của các bộ phận ít nhất là 1000 MOhm. Các kết nối điện được thực hiện bằng cách sử dụng dây nối bằng phương pháp hàn. Nếu cần thay thế các phần tử, chỉ cần làm nóng các đầu cực bằng mỏ hàn để làm nóng chảy chất hàn và làm mềm hợp chất epoxy gần các đầu cuối trong toàn bộ độ dày của lớp, sau đó loại bỏ phần tử bằng nhíp hoặc móc kim loại, chèn một cái mới vào vị trí của nó và lấp đầy nó bằng hợp chất. Nên triển khai một mạch được cấu hình và phát triển đầy đủ, nếu nó được thiết kế để hoạt động trong điều kiện độ ẩm cao, ở dạng mô-đun, tức là. lấp đầy hoàn toàn bằng hợp chất cả từ phía của các phần tử và từ phía lắp đặt. 7.3. Cài đặt nhấn vàothành vật liệu nhiệt dẻo (nhựa vinyl, thủy tinh hữu cơ, v.v.). Dây dẫn của tất cả các phần tử được hình thành trước khi lắp đặt lên bảng, như trong Hình. 7.2. Trong quá trình lắp đặt, chúng được ép vào bảng bằng mỏ hàn được mài sắc. Trong trường hợp này, vật liệu bảng tan chảy và chì được nhúng vào bảng ở độ sâu lớn hơn đường kính của nó một chút. Sau đó mỏ hàn được lấy ra và phần tử được giữ ở vị trí cũ cho đến khi nhựa cứng lại. Các dây dẫn của các phần tử phải được kết nối với nhau phải được gắn càng gần nhau càng tốt và được hàn. Khi hàn, việc gắn chặt các phần tử không bị xáo trộn, vì trong quá trình nung nóng các dây dẫn thực tế không có tải trọng cơ học nào tác dụng lên chúng và các dây dẫn được giữ khá tốt bởi lớp nhựa bao bọc chúng. Với cách lắp đặt này, sẽ rất thuận tiện khi sử dụng hai bàn ủi hàn: một để ấn vào các bộ phận, bàn còn lại để tạo kết nối. Bảng được gắn và thử nghiệm được phủ một lớp keo epoxy bảo vệ. 7.4. Cài đặt các mô-đun tự chế.Việc thiết kế và lắp ráp các thiết bị cỡ nhỏ, đặc biệt là những thiết bị được thiết kế để sản xuất thành nhiều bản (thiết bị cho nền kinh tế quốc dân, điều khiển mô hình từ xa, v.v.), được đơn giản hóa rất nhiều khi sử dụng các mô-đun là các đơn vị chức năng hoàn chỉnh. Bộ phận lắp ráp được mô phỏng sẵn, đảm bảo rằng nó có thể hoạt động mà không cần bất kỳ điều chỉnh bổ sung nào khi lắp đặt nó từ các bộ phận tiêu chuẩn có thể sử dụng được với dung sai tham số nhất định. Sau đó, họ kiểm tra tính ổn định trong hoạt động của thiết bị bằng cách sắp xếp các phần tử như trong mô-đun. Mỗi phần tử được bọc trong hai hoặc ba lớp vải đánh bóng hoặc một đoạn ống polyvinyl clorua được đặt trên thân và đặt trong một giá đỡ (Hình 7.3). Các phần tử có phần nhô ra hình khuyên trên thân (ví dụ, điốt zener) được căn chỉnh dọc theo đường kính bằng cách cuộn vải đánh vecni. Tôi đặt các bóng bán dẫn trong một hộp tròn theo cặp với các dây dẫn theo hướng ngược nhau. Tấm kẹp của giá đỡ có các chốt di chuyển dưới tác dụng của lò xo thép trong các rãnh dẫn hướng và cố định vị trí của các bộ phận khi lắp đặt mô-đun. Vỏ của giá đỡ được làm bằng thép tấm có độ dày 0,5 mm. Các kích thước hiển thị trong hình là gần đúng. Kích thước A được xác định bởi khối lượng của mô-đun. Các phần tử được gắn bằng cách hàn, toàn bộ khối được cách nhiệt bằng vải đánh bóng và đặt trong vỏ màn hình, được làm bằng đồng thau hoặc đồng dày 0,2-0,3 mm. Mô-đun này được lấp đầy bằng hợp chất epoxy hoặc được phủ một tấm cách điện có lỗ để luồn dây dẫn qua đó. Một mô-đun được chế tạo theo cách này và chứa, ví dụ, hai bóng bán dẫn KT316, năm điện trở MLT-0,125 và ba tụ điện KM-5a, có kích thước 12X14X15 mm.
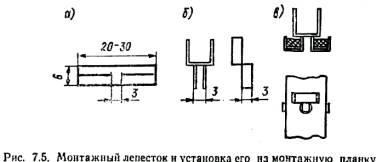
7.5. Lắp đặt bọctrong quá trình tạo mẫu, nó cho phép bảo quản các phần tử tốt hơn vì nó loại bỏ việc hàn các chân của chúng nhiều lần. Bản chất của phương pháp lắp đặt là tất cả các kết nối trong thiết bị đều được làm bằng dây đồng trần (tốt nhất là dây thiếc), quấn chặt xung quanh các đầu cực của các bộ phận. Một thiết bị đơn giản có thể đảm bảo tiếp xúc điện đáng tin cậy trong kết nối và tạo điều kiện thuận lợi cho hoạt động này (Hình 7.4). Cơ sở của thiết bị là hộp mực của giá đỡ chì từ la bàn vẽ (giá đỡ có lỗ xuyên trục là phù hợp). Một ống đồng dài khoảng 80 mm được ép vào chuôi của giá đỡ. Hai dải đồng thau có kích thước 25X5X0,5 mm có lỗ lắp được hàn vào đầu trên (như trong hình) của ống. Những dải này tạo thành một giá đỡ ống chỉ với nguồn cung cấp dây lắp; Trục của cuộn dây là một ốc vít. Hai ống thép cắt từ kim của ống tiêm y tế được kẹp vào hộp đựng chì. Ống 1 có đường kính ngoài 0,8 và chiều dài 35 mm, ống 2 có lần lượt là 1,2 và 25 mm. Ống 2 đóng vai trò là vật dẫn hướng cho dây lắp đặt, đồng thời đóng vai trò là dụng cụ cắt để loại bỏ màng oxit khỏi nó. Đầu nhô ra của ống này phải được mài vuông góc với trục của nó trên bánh mài; các cạnh phải sắc nét, nhưng không có gờ. Các cạnh của đầu đối diện của ống được làm nhẵn và một ống dẫn hướng dài khoảng 100 mm làm bằng polyvinyl clorua được đặt trên đó. Ống 1 giống như một trục: nó được đặt ở đầu ra của bộ phận và thiết bị được quay xung quanh nó, dùng ngón tay ấn đầu dây lắp vào bảng. Trong trường hợp này, dây lắp đặt được kéo ra khỏi ống 2 và quấn chặt quanh thiết bị đầu cuối. Ống 1 phải nhô ra khỏi hộp mực 4 mm và ống 2 phải nhô ra 3,7 mm. Sau khi cuộn dây vào một thiết bị đầu cuối, thiết bị được chuyển sang thiết bị đầu cuối khác và do đó, không làm đứt dây, số lượng thiết bị đầu cuối cần thiết sẽ được kết nối. Độ căng dây cần thiết được đặt bằng đai ốc. Sau một thời gian thực hành với thiết bị, bạn sẽ thu được một tiếp điểm điện khá đáng tin cậy. 7.6. Dải gắn, trên đó các cánh hoa được cố định mà không loe ra hoặc tán đinh, có thiết kế đơn giản và dễ sản xuất. Khoảng trống tab gắn được cắt từ lá đồng hoặc đồng thau hoặc tấm thiếc (Hình 7.5, a). Các khe được thực hiện ở cả hai bên. “Râu” của cánh hoa được gấp lại (Hình 7.5,6). Sau đó phôi được đưa vào lỗ và dải được uốn, như trong Hình. 7.5, c.
7.7. Kẹp cho các kết nối tạm thời dây dẫn và các phần tử vô tuyến thuận tiện khi thực hiện các mạch đơn giản, vì nó cho phép bạn nhanh chóng kết nối các đầu nối của các phần tử khác nhau hoặc các đầu của dây lắp đặt (Hình 7.6). Một giá đỡ dây được đưa vào lỗ trên bảng mạch và gắn một lò xo vào đó. Dây gắn hoặc dây dẫn phần tử đã được tước bỏ được luồn vào vòng nhô ra ở mặt trước của bảng. Nhờ lực của lò xo, chúng sẽ được ép vào nhau, đảm bảo sự tiếp xúc điện đáng tin cậy. 7.8. Cách nhiệt của vỏ phần tử vô tuyếntrong quá trình lắp đặt, nó có thể được thực hiện bằng một đoạn ống polyvinyl clorua. Để cố định tốt hơn, đường kính của ống phải nhỏ hơn thân phần tử một chút, đoạn ống dài hơn 1,2-1,5 lần chiều dài thân được giữ trong axeton khoảng một giờ (hoặc 30-40 phút trong dichloroethane). Sau thời gian này, vật liệu ống phồng lên, đạt độ đàn hồi đặc biệt cao, ống dài ra và tăng đường kính. Dùng nhíp, cẩn thận đặt ống vào thân bộ phận và để ngoài trời ít nhất 2 giờ, trong thời gian này, ống co lại, khít chặt vào thân. Ống thừa được cắt bỏ. 7.9. Làm sạch các thiết bị đầu cuối.Khi được bảo quản, các cực của các nguyên tố phóng xạ sau một thời gian thường được phủ một lớp màng oxit, khiến việc hàn lắp ráp trở nên khó khăn. Thật thuận tiện (và nhanh chóng) để xóa ghim bằng cục tẩy mực của học sinh. Một số lỗ được khoan trên dây thun bằng một mũi khoan mỏng, qua đó dây dẫn của các phần tử được kéo bằng lực 3-4 lần, dùng ngón tay bóp dây thun. Các đầu cực phẳng được kéo giữa hai dây cao su được nén chặt hoặc thông qua một khe được làm trên dây cao su, hoặc dây cao su được sử dụng như bình thường khi xóa, đặt đầu cực của phần tử lên một bề mặt phẳng. 7.10. Piston gắn được làm từ điện trở MLT.Đối với điện trở bị lỗi, hãy cẩn thận tách nắp ra khỏi đế gốm bằng kìm và thiếc từ bên trong... Đầu dây của nắp được hàn vào lỗ trên bảng, sau đó dây dẫn của các bộ phận được lắp vào pít-tông thu được. Phương pháp này hiệu quả nhất khi sửa chữa, sửa đổi và cải tiến thiết bị. 7.11. Gắn piston từ bộ phận viết của bút bihầu như không cần sửa đổi gì trước khi lắp đặt lên bo mạch. Khoang của nó được làm sạch vết viết còn sót lại bằng cách nung trên lửa và rửa bằng cồn hoặc axeton. Sau đó, họ thiếc nơi để hàn trong tương lai. Piston được lắp đặt trên bảng mạch in và mối nối với dây dẫn mạch in được hàn lại. Phần thừa của thanh (cùng với quả bóng) bị cắt bỏ. Nếu cần thiết, cốc piston có thể được khoan đến đường kính 1,5 mm. 7.12. Xoắn ốc thay vì pistonđược sử dụng khi có một số lượng lớn dây dẫn hàn, khi không có sẵn các pít-tông lắp sẵn có đường kính và chiều dài yêu cầu hoặc vật liệu để sản xuất chúng. Một vòng dây lắp thiếc được quấn lần lượt vào một chốt kim loại có đường kính phù hợp, một đoạn có chiều dài cần thiết được tách ra bằng máy cắt dây, đưa vào lỗ trên bảng mạch và hàn điểm nối với dây dẫn mạch in. 7.13. Khối lắp đặt bóng bán dẫn dòng MPcó thể được làm từ những chiếc mũ nhựa từ ống, ví dụ như kem đánh răng. Việc lắp bóng bán dẫn này cung cấp đủ độ cứng khi thiết bị hoạt động trong điều kiện rung lắc. Đối với các dây dẫn bóng bán dẫn, ba lỗ được khoan trên nắp. 7.14. Viền lỗ, qua đó dây lắp đặt hoặc dây điện được luồn qua, có thể được thực hiện bằng cách sử dụng một đoạn ống polyvinyl clorua. Để viền các lỗ trên tấm dày 1-2 mm, bạn có thể sử dụng ống có đường kính 3-5 mm. Chiều dài của đoạn được xác định theo công thức l=n(d-0,6), trong đó d là đường kính của lỗ; 0,6 lần độ dày thành ống. Ống được cắt ở cả hai đầu một góc 45° (Hình 7.7). Sử dụng dao cạo an toàn hoặc dao sắc, cẩn thận cắt ống dọc theo máy phát điện dài nhất, di chuyển các cạnh ra và viền lỗ. Khi viền các lỗ trên tấm dày 3-7 mm, người ta sử dụng các ống có đường kính 7-15 mm. 7.15. Tháo dỡ các phần tử đa tiếp xúc(cuộn dây, máy biến áp, rơle điện từ, bóng bán dẫn, v.v.) không chỉ tốn nhiều công sức mà còn không loại trừ khả năng giấy bạc rơi ra khỏi bảng, vì trong thực tế nghiệp dư, chúng thường luân phiên làm nóng các điểm hàn và nghiêng bộ phận, dần dần rút dây dẫn của các phần tử ra khỏi các lỗ trên bảng. Dưới đây là ba cách thoát khỏi những nhược điểm này.
1 cách thứ.Một phụ kiện đặc biệt được chế tạo cho thanh của mỏ hàn điện, ví dụ, tương tự như những phụ kiện được hiển thị trong Hình. 8.5, e và 8,8. 2 cách thứ.Hàn riêng từng thiết bị đầu cuối, sử dụng thiết bị ở dạng ống làm bằng kim loại khó thiếc, ví dụ như nhôm. Độ dày của thành ống không được quá 0,2 mm, tức là không lớn hơn khoảng cách giữa chì và lỗ trên bảng. Đường kính trong phải tương ứng với đường kính của đầu hàn. Thiết bị có thể được chế tạo từ vật liệu tấm hoặc từ một ống có thành mỏng có đường kính lớn hơn bằng cách lắp một sợi dây hoặc thân máy khoan có đường kính bằng đường kính của ổ cắm vào đó. Dùng kìm bấm đầu ống có chiều dài 5-10 mm. Vật liệu thừa phải được cắt bỏ bằng kéo và các cạnh phải được dũa bằng dũa. Ống được sản xuất phải được cố định vào một thanh làm bằng vật liệu chịu nhiệt có độ dẫn nhiệt thấp. Để tháo chốt, bạn cần đặt một ống lên đó và làm nóng vùng hàn và ống bằng mỏ hàn. Ngay khi chất hàn bắt đầu tan chảy, ống quay sẽ được đưa vào khe hở giữa chì và lỗ, đồng thời mỏ hàn được lấy ra. Sau khi chất hàn cứng lại, ống được tháo ra một cách cẩn thận. Hoạt động này được thực hiện với tất cả các kết luận. Sau đó, phần tử có thể dễ dàng được gỡ bỏ khỏi bảng mà không làm hỏng giấy bạc. Với mục đích tương tự, bạn có thể sử dụng kim từ ống tiêm y tế. Đầu kim có đường kính phù hợp được mài vuông góc với trục. Các gờ cần phải được loại bỏ và lỗ ở cuối phải hơi chìm. Phương pháp 3. Chất hàn nóng chảy được hút ra trong quá trình tháo dỡ các bộ phận tiếp xúc đa điểm bằng máy hút bụi thông thường, gắn một ống kim loại có thành mỏng có đường kính 5-8 và chiều dài 100-150 mm vào ống mềm của nó (mục 5.45) . Nơi hàn chốt được làm nóng bằng mỏ hàn. Ngay khi chất hàn bắt đầu tan chảy, một ống được đưa đến đó và khu vực hàn sẽ được làm sạch chất hàn. Khi di chuyển qua ống, các giọt hàn có thời gian nguội đi và không làm hỏng ống hút bụi và túi thu bụi. 7.16. Tháo dỡ vi mạch(ví dụ: dòng K133) có thể được thực hiện một cách thuận tiện bằng cách chèn một miếng lưỡi dao cạo an toàn bên dưới thân vi mạch sao cho lưỡi cắt tựa vào các mối hàn của hai hoặc ba đầu cuối bên ngoài. Bằng cách làm nóng đồng thời các mối hàn này bằng mỏ hàn, lưỡi dao sẽ được di chuyển bằng lực theo hướng của các đầu nối tiếp theo. Điều này sẽ tách các chân ra khỏi bảng. Sau khi hàn một hàng thiết bị đầu cuối theo cách này, hãy chuyển sang hàng khác. Có thể tháo rời các vi mạch có đầu nối dạng pin bằng các phương pháp nêu trong đoạn 7.15. 7.17. Tay cầm loại bỏ chipcho phép bạn nhanh chóng tháo chip, giúp giảm khả năng chip quá nóng. Trong trường hợp này, quá trình gia nhiệt được thực hiện bằng mỏ hàn hoặc vòi hàn nhóm đặc biệt, làm nóng tất cả các đầu nối cùng một lúc (Hình 8.5, 8.8). Báng cầm được làm từ kẹp cá sấu. Các răng trên hàm kẹp được cắt bỏ, khoan hai lỗ, tán đinh các tấm thép rộng 7 mm và dày 1 mm, sau đó các đầu của chúng được uốn cong một góc 90° về phía nhau. Các đầu của kẹp được đưa vào bên dưới vỏ vi mạch từ các đầu, các mối hàn được làm nóng và vi mạch nhanh chóng được tháo ra khỏi các lỗ bo mạch (hoặc được tháo ra khỏi các miếng tiếp xúc). Nếu các vi mạch được lắp chặt trên bảng cạnh nhau, không thể lắp được tay cầm cuối, bạn có thể tạo tay cầm bên bằng các tấm có hình dạng hơi khác. Chiều rộng của phần làm việc của các tấm phải bằng chiều dài của thân vi mạch. Ở hai đầu của tấm, các khe được làm có chiều rộng và cao độ tương tự như các chân của vi mạch. Bạn có biết không?. 7.18.Kiểm tra tất cả các phần tử vô tuyến trước khi cài đặt sẽ đảm bảo chức năng và thiết lập thành công của thiết bị. Hầu hết các phần tử vô tuyến có thể được kiểm tra bằng máy kiểm tra thông thường và các tụ điện, kể cả các tụ điện có công suất thấp (hàng chục và thậm chí đơn vị picofarad), trong trường hợp không có máy đo điện dung, có thể được kiểm tra bằng tai nghe. Một tụ điện được sạc từ nguồn điện áp sẽ được phóng vào điện trở của điện thoại và sự phù hợp được đánh giá bằng tiếng bấm của điện thoại. Điện dung của tụ điện càng lớn (ở điện áp không đổi) thì âm thanh phóng điện sẽ càng lớn. Khi thực hiện thử nghiệm như vậy, cần đặt điện áp không cao hơn điện áp danh định đối với loại tụ điện này. 7.19.Khi không thể thay thế một vi mạch cụ thể bằng một vi mạch giống hệt nhau, nhưng có một vi mạch phù hợp với mục đích chức năng và các thông số của nó trong trường hợp khác, bạn có thể tạo một khối bộ điều hợp từ sợi thủy tinh lá mỏng hoặc getinax. Vi mạch được gắn trên một khối bộ điều hợp, được kết nối bằng các cực tiếp xúc với bảng mạch in. Trụ tiếp xúc được làm từ những đoạn dây có đường kính 0,4-0,5 mm. 7.20. Nếu bo mạch hoàn thiện không được lắp các chốt gắn và bạn không có chúng trong tay và không có cách nào để làm theo lời khuyên trong các đoạn văn. 7.10-7.12, sau đó, để bảo toàn mạch in khi lựa chọn các phần tử, các đoạn dây đồng đóng hộp có đường kính 0,5-0,6 mm được hàn tại các điểm lắp cần thiết và các phần tử đã chọn được hàn vào chúng. Sau khi thiết lập hoàn tất, các phần dây sẽ được tháo ra và phần tử đã chọn sẽ được hàn. 7.21.Bạn có thể tháo rời một vi mạch có các đầu cực bằng cách làm nóng cẩn thận bảng mạch in từ mặt hàn trong ngọn lửa của đèn cồn. 7.22.Thật thuận tiện để loại bỏ lớp cách điện khỏi dây lắp đặt bằng một con dao đặc biệt, có thể được làm từ một mảnh lưỡi cưa sắt. Bạn cần nhả tấm bạt (phần 1.3), khoan một lỗ có đường kính 2-4 mm trên đó. Nối lỗ với mép canvas bằng một hình cắt hình tam giác, làm sắc nét các cạnh của hình cắt. Sau đó làm cứng canvas. Quấn tay cầm bằng băng dính cách điện và con dao đã sẵn sàng để sử dụng. 7.23.Mực viết trên ống nhựa PVC có thể được điều chế bằng cách hòa tan 6 g nigrosin trong 50 ml rượu etylic và thêm 50 ml cyclohexane. 7.24. Dây dẫn bạc của các nguyên tố phóng xạ, tấm tiếp xúc, miếng đệm có thể được làm sạch bằng màng oxit, ví dụ, bằng dung dịch axit clohydric 2-5% trong một phút ở nhiệt độ 50°C, ngâm trong dung dịch hoặc lau nhiều lần bằng tăm bông được làm ẩm trong dung dịch. dung dịch ấm. Sau đó, bạn cần rửa kỹ và lau khô. 7.25.Nếu bạn làm nóng vít chứa đầy sơn bằng mỏ hàn trước khi tháo nó ra, sơn sẽ mềm ra và khe sẽ không bị tuốc nơ vít làm hỏng. 7.26.Trước khi lắp ráp, sẽ rất hữu ích khi phủ các vít của các bộ phận buộc chặt cho ăng-ten hoặc các thiết bị khác đặt ngoài trời bằng hỗn hợp than chì và dầu máy hoặc chất bôi trơn than chì đặc biệt.Sau khi xử lý, chúng có thể dễ dàng tháo ra ngay cả sau vài năm. 7.27.Bạn có thể tháo các bu lông và đai ốc bị rỉ sét bằng cách trước tiên nhúng mối nối vào dầu hỏa hoặc nhựa thông (hoặc ngâm nó vào một trong những chất lỏng này) và đốt lửa sau một thời gian. Sau khi đốt cháy chất lỏng còn lại, kết nối ren thường có thể bị đứt. 7.28.Một đai ốc bị rỉ sét có ren M8 (hoặc nhiều hơn) có thể được tháo ra nếu bạn dùng đục tạo các rãnh sâu 1-2 mm trên một hoặc ba mặt của nó và làm ẩm sợi chỉ bằng dầu hỏa. Tác giả: tolik777 (hay còn gọi là Viper); Xuất bản: cxem.net
Máy tỉa hoa trong vườn
02.05.2024 Kính hiển vi hồng ngoại tiên tiến
02.05.2024 Bẫy không khí cho côn trùng
01.05.2024
▪ Hàn Quốc cấm trẻ vị thành niên chơi Minecraft ▪ AM4376 - thế hệ bộ xử lý Sitara mới
▪ phần trang web Bộ tiền khuếch đại. Lựa chọn bài viết ▪ bài viết Micromotor trên khí hóa lỏng. Lời khuyên cho một người mẫu ▪ bài viết Cụm từ của Lenin về đầu bếp và nhà nước thực sự nghe như thế nào? đáp án chi tiết ▪ bài viết Stonecrop uốn cong. Truyền thuyết, canh tác, phương pháp áp dụng ▪ bài viết Bộ biến đổi cấp đối xứng - ổn áp. Bách khoa toàn thư về điện tử vô tuyến và kỹ thuật điện
Trang chủ | Thư viện | bài viết | Sơ đồ trang web | Đánh giá trang web
www.diagram.com.ua |






 Để lại bình luận của bạn về bài viết này:
Để lại bình luận của bạn về bài viết này: